
Page 171 - 《精细化工》2023年第2期
P. 171
第 2 期 李 浪,等: 具有 PDA-UiO-66 中间层耐溶剂复合纳滤膜的制备及性能 ·393·
a—PA/PEI;b—TFN-U 0 ;c—TFN-U 2
图 8 PA/PEI 和 TFN-U 膜的断面 SEM 图
Fig. 8 Cross section SEM images of PA/PEI and TFN-U membranes
由图 7 可见,由于 MPD 和 TMC 快速反应, 复合中间层不仅与 PA 层有良好的相容性,而且可
PA/PEI 和 TFN-U 膜的表面都是粗糙的,并显示出典 以控制 MPD 扩散速度有效降低 PA 层的厚度,从而提
型的“脊和谷”形态结构,与其他文献报道一样 [9,11] 。 高 TFN-U 2 膜通量。
2.2.3 AFM 分析
与 PA/PEI 膜相比,添加 PDA 中间层后的 TFN-U 0
在 10 μm×10 μm 的扫描区域内,通过 AFM 表
膜表面更光滑。与 TFN-U 0 相比,在 TFN-U 1 ~TFN-U 4
膜表面可以明显看到正八面体结构的 UiO-66 纳米 征 PA/PEI 和 TFN-U 膜的表面粗糙度,结果如图 9
颗粒,且随着 UiO-66 分散液质量浓度的增加, 所示。与 PA/PEI 膜相比,添加 PDA 中间层后的
TFN-U 1 ~TFN-U 4 膜表面的粗糙程度逐渐增加,当 TFN-U 0 膜平均粗糙度(R a )为 37.4 nm,明显低于
UiO-66 分散液质量浓度为 0.3 g/L 时,TFN-U 3 膜表 PA/PEI 膜的 68.9 nm,这是因为 TFN-U 0 膜中的 PDA
面的 UiO-66 纳米颗粒开始团聚,当 UiO-66 分散液 中间层能够有效减缓 MPD 分子向 PEI 基膜的扩散速
度,同时 PDA 能够在界面聚合过程中与 TMC 交联
质量浓度为 0.4 g/L 时,UiO-66 纳米颗粒在 TFN-U 4
膜表面聚集在一起形成较大的团聚物。由图 8 可清 反应,使生成的 PA 层变得更光滑 [16, 24] 。随着 UiO-66
晰看到,在 PA/PEI 和 TFN-U 膜表面有一层呈透明 分散液质量浓度的增加,TFN-U 膜平均粗糙度从
状且超薄的 PA 层,且在添加 PDA-UiO-66 中间层后, TFN-U 0 的 37.4 nm 增加到 TFN-U 4 的 55.1 nm,这可
测得 TFN-U 膜的中间层的厚度约为 76 nm,同时 PA 能是由于在 PDA 自聚过程中,UiO-66 纳米颗粒被
分离层厚度从 117.02 nm 减少到 51.23 nm(TFN-U 0 ), 锚定在 PEI 基膜表面,造成界面聚合生成的 PA 层
进一步下降到 31.01 nm(TFN-U 2 ),同时发现 PA 层 结构变得不均匀,膜表面负载的 UiO-66 纳米颗粒越
和中间层没有明显的界限,表明 PDA-UiO-66 纳米 多,TFN-U 膜的平均粗糙度越高。
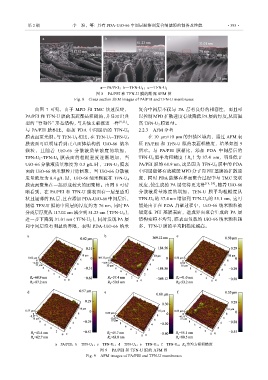
a—PA/PEI;b—TFN-U 0;c—TFN-U 1;d—TFN-U 2;e—TFN-U 3;f—TFN-U 4;R q 为均方根粗糙度
图 9 PA/PEI 和 TFN-U 膜的 AFM 图
Fig. 9 AFM images of PA/PEI and TFN-U membranes