
Page 166 - 201810
P. 166
·1774· 精细化工 FINE CHEMICALS 第 35 卷
式中:m' 1 为吸水前乳胶膜质量,g;m' 2 为吸水后乳
胶膜质量,g。
1.3.4 乳液粒径及其分布的测定
采用电位粒度仪测定乳液的粒径及其分布。测
试前先将乳液用去离子水稀释到质量分数为 0.05%
左右,测量温度为 25 ℃。
1.3.5 热重(TGA)的测定
采用同步热分析仪测试漆膜的热稳定性。氮气
氛围下,将一定量的样品置于铝坩埚中,测试温度
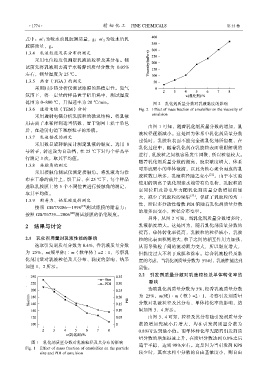
范围为 0~800 ℃,升温速率为 20 ℃/min。 图 2 乳化剂质量分数对乳液黏度的影响
1.3.6 透射电镜(TEM)分析 Fig. 2 Effect of mass fraction of emulsifier on the viscosity of
采用透射电镜分析乳胶粒的微观结构。将乳液 emulsion
用去离子水稀释到适当倍数,置于铜网上烘干染色
由图 1 可知,随着乳化剂质量分数的增加,乳
后,在透射电镜下观察粒子的形貌。
液粒径逐渐减小。这是因为体系中乳化剂质量分数
1.3.7 乳液黏度的测定
过低时,乳胶粒表面不能完全被乳化剂所包覆,在
采用数显旋转黏度计测定乳液的黏度。选用 0
乳化过程中,随着乳化剂在乳胶粒表面吸附解吸的
号转子,转速设为自动档,在 25 ℃下对每个样品平
进行,乳胶粒之间很容易发生团聚,所以粒径较大。
行测定 3 次,取其平均值。
随着乳化剂质量分数的提高,胶束浓度增大,体系
1.3.8 接触角的测定
可形成更小的单体液滴,以此为核心聚合而成的乳
采用接触角测试仪测定接触角。将乳液均匀涂
胶粒数目增多,乳液粒径随之变小 [21] 。由于本实验
布在干净的玻片上,烘干后,在 25 ℃下,每个样品
使用的阴离子乳化剂亲水端带有负电荷,乳胶粒的
选取乳胶膜上的 5 个不同位置进行接触角的测定,
空间位阻及静电斥力随乳化剂质量分数增加而加
取其平均值。
大,减少了乳胶粒的聚集 [22] ,保证了乳胶粒的均一
1.3.9 附着力、铅笔硬度的测定
性,所以多分散性指数 PDI 值随着乳化剂质量分数
按照 GB/T9286—1998 [19] 测试漆膜的附着力;
按照 GB/T6739—2006 [20] 测试漆膜的铅笔硬度。 的增多而变小,粒径分布变窄。
另外,从图 2 可知,当乳化剂质量分数增多时,
2 结果与讨论 乳液黏度增大。这是因为,随着乳化剂质量分数的
提高,单体转化率提高,乳胶粒的粒径减小,乳胶
2.1 乳化剂用量对乳液性能的影响 粒的比表面积则增大,粒子之间的相互作用力加强,
选取引发剂质量分数为 0.4%,香乳液质量分数 从而导致粒子间的流动阻力变大,所以黏度增大,
为 25%,m(硬单体)∶m(软单体)=2∶1,考察乳 但黏度过大不利于成膜和涂布。综合乳液粒径及黏
化剂用量对乳液粒径及其分布、黏度的影响,结果 度的考虑,当乳化剂质量分数为 5%时,乳液性能达到
如图 1、2 所示。 最佳。
2.2 引发剂质量分数对乳液粒径及单体转化率的
影响
选取乳化剂质量分数为 5%,松香乳液质量分数
为 25%,m(硬)∶m(软)=2∶1,考察引发剂质量
分数对乳液粒径及其分布、单体转化率的影响,结
果如图 3、4 所示。
由图 3、4 可知,粒径及其分布随引发剂质量分
数的增加先减小后增大,均在引发剂质量分数为
0.8%时达到最小值。而单体转化率先随着引发剂质
量分数的增加迅速上升,在质量分数达到 0.8%之后
图 1 乳化剂质量分数对乳液粒径及其分布的影响 趋于平稳,达到 98%左右。这是因为当引发剂 KPS
Fig. 1 Effect of mass fraction of emulsifier on the particle
size and PDI of emulsion 较少时,其在水相中分散的自由基浓度小,则自由