
Page 206 - 《精细化工》2020年第7期
P. 206
·1488· 精细化工 FINE CHEMICALS 第 37 卷
2.2.5 阻聚剂用量对酯化率的影响
固定反应物料比 n(AA)∶n(BGF-10)=1.6∶
1.0、反应温度 130 ℃、反应时间 5 h、催化剂用量
5%,探讨了不同阻聚剂用量对酯化率的影响,实验
方法同 1.2.1、1.2.2 节,结果见图 7。
图 5 反应时间对 BGFAA 酯化率的影响
Fig. 5 Effect of reaction time on the esterification rate of
BGFAA
由图 5 可知,随着反应时间的延长,体系中酯
化脱出的水被不断分出,反应朝正方向进行,酯化
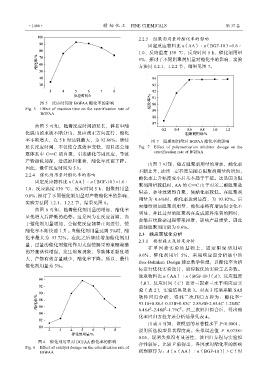
率不断增大,在 5 h 时达到最大,为 92.86%。继续 图 7 阻聚剂用量对 BGFAA 酯化率的影响
延长反应时间,不仅使合成效率变低,而且还会加 Fig. 7 Effect of polymerization inhibitor dosage on the
esterification rate of BGFAA
重体系中 C==C 的自聚,引发碳化等副反应,导致
产物颜色加深,造成原料浪费,酯化率反而下降。
由图 7 可知,随着阻聚剂用量的增加,酯化率
因此,最佳反应时间为 5 h。
不断上升,达到一定程度后随着阻聚剂用量的增加,
2.2.4 催化剂用量对酯化率的影响
酯化率上升幅度变小后基本趋于平缓。这是因为阻
固定反应物料比 n(AA)∶n(BGF-10)=1.6∶
聚剂用量较低时,AA 的 C==C 由于对苯二酚阻聚效
1.0、反应温度 130 ℃、反应时间 5 h、阻聚剂用量
果差,会导致强烈自聚,使酯化率较低。在阻聚剂
0.8%,探讨了不同催化剂用量对产物酯化率的影响,
用量为 0.6%时,酯化率达到最高,为 93.82%。后
实验方法同 1.2.1、1.2.2 节,结果见图 6。
面继续增加阻聚剂用量,酯化率略有增加但变化不
由图 6 可知,随着催化剂用量的增加,酯化率
明显,并且过量的阻聚剂在造成原料浪费的同时,
呈先增大后降低的趋势。这是因为在反应前期,由
会给后续除杂过程带来困难,影响产品质量。因此
于催化剂用量增加,会促使反应朝着正向进行,使
最佳阻聚剂用量为 0.6%。
酯化率不断快速上升。当催化剂用量达到 5%时,酯
2.3 响应面优化分析
化率最大为 93.72%。在此之后继续增加催化剂用
2.3.1 模型建立及结果分析
量,过量的催化剂催化作用太强使腰果酚聚醚端基
在单因素实验的基础上,固定阻聚剂用量
的羟基活性增强,发生缩聚现象,导致体系黏度增
0.6%、催化剂用量 5%,采用响应面分析法中的
大,产物有效含量减少,酯化率下降。所以,最佳
Box-Behnken Design 建立数学模型,以酯化率为指
催化剂用量为 5%。
标进行优化实验设计,取得较优的实验工艺参数。
选取物料比 n(AA)∶n(BGF-10)(A)、反应温度
(B)、反应时间(C)设计三因素三水平响应面实
验(表 2),实验结果见表 3。对表 3 结果采取 SAS
软件回归分析,得到二次回归方程为:酯化率=
93.10+0.86A–0.13B+0.83C–2.89AB+2.05AC–1.28BC–
2
2
2
6.48A –2.48B –1.79C 。经二次回归拟合后,得出酯
化率回归方程方差分析结果见表 4。
由表 4 可知,该模型的显著性水平 P<0.0001,
说明所选模型显著程度高。失拟误差值 P=0.0738>
0.05,说明失拟没有显著性,该回归方程与实验拟
图 6 催化剂用量对 BGFAA 酯化率的影响 合性较好。比较 F 值得出,各因素对酯化率的影响
Fig. 6 Effect of catalyst dosage on the esterification rate of
BGFAA 强弱顺序为:A〔n(AA)∶n(BGF-10)〕> C(时