
Page 205 - 《精细化工》2021年第6期
P. 205
第 6 期 蒲红霞,等: 微波加热下含铬革屑助废弃竹屑的半液化 ·1267·
与木质素,随液化时间增加它们迅速分解为可溶性 非极性基团活性增加促进液化 [29] 。LS 用量(以竹粉
物质,液化率达到 59.22%。但反应时间超过 15 min 的质量为基准)和液固比对液化效果的影响见图 4。
后,液化率趋于平稳,一方面是因为可溶物继续降
解,液化率会增加;另一方面是因为液化脱水降解
产物间及其与液化剂之间的聚合速率加快 [26] ,阻碍
了液化进程,此时液化率有降低趋势。因此,选择
15 min 作为优化的液化时间。
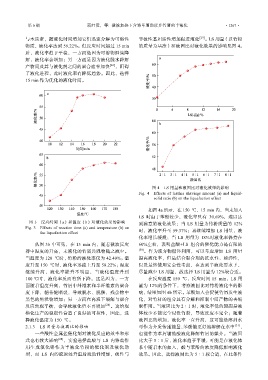
图 4 LS 用量和液固比对液化效果的影响
Fig. 4 Effects of leather shavings amount (a) and liquid-
solid ratio (b) on the liquefaction effect
如图 4a 所示,在 150 ℃,15 min 内,当未加入
LS 时由于苯酚较少,液化率只有 30.69%,难以达
图 3 反应时间(a)和温度(b)对液化效果的影响 到满意的液化效果;当 LS 用量为竹粉质量的 12%
Fig. 3 Effects of reaction time (a) and temperature (b) on
the liquefaction effect 时,液化率升至 59.37%;再继续增加 LS 用量,液
化率增长缓慢;当 LS 用量为 18%时液化率保持在
从图 3b 中可见,在 15 min 内,随着微波反应 60%左右,表明盐酸+LS 组合的催化能力是有限的
器中温度的升高,未液化的竹屑共混物随之减少。 [30] 。作为废弃物循环利用,可以考虑增加 LS 用量
当温度为 120 ℃时,竹粉的液化率仅为 42.49%;温 提高液化率,但是结合黏合剂的抗水性、延弹性,
度升至 150 ℃时,液化率迅速上升至 58.22%;温度 以及最终使用安全性考虑,在达到半液化要求下,
继续升高,液化率提升不明显,当液化温度升到 尽量减少 LS 用量,故选择 LS 用量为 12%较合适。
180 ℃时,液化率反而有所下降。这是因为,一方 在反应温度 150 ℃,反应时间 15 min,LS 用
面随着温度升高,竹屑中纤维素和半纤维素的聚合 量为 12%的条件下,考察液固比对竹粉液化率的影
度下降,糖苷键断裂,导致脱水、脱羰,残余物中 响,结果如图 4b 所示。苯酚加入会促使竹屑发生液
黑色的焦状物增加;另一方面在高温下裂解与聚合 化,对竹材的组分具有分解和抑制中间产物的再缩
反应出现平衡,会导致液化量不再增加 [26] 。这给规 聚作用。当液固比为 2∶1 时,液化率低的原因是液
模化生产的稳定性营造了良好的可控性,因此,选 体较少不能完全浸没竹粉,导致反应不完全;随着
择液化温度为 150 ℃。 液固比的增加,液化率一直升高,这可能是溶剂水
2.1.3 LS 用量与液固比的影响 可作为介质传递能量,苯酚能更好地溶解在水中 [31] ,
一些酸性金属盐催化剂对液化反应的效率和形 也能作为革屑辅助酸液化降解竹屑的媒介。当液固
式也有较大影响 [28] ,实验选择盐酸与 LS 内铬盐作 比大于 5∶1 后,液化率趋于平缓,可能是在液化体
用生成氯化铬作为半液化竹粉的催化剂及液化助 系中随着水的加入,酸与苯酚的浓度降低影响液化
剂,而 LS 内的胶原经升温后流动性增加,极性与 效果。因此,选择液固比为 5∶1 较合适,在此条件