
Page 81 - 《精细化工》2022年第9期
P. 81
第 9 期 张 帆,等: 水解对 SL-g-P(AA-AM)/PVP 半互穿高吸水树脂结构与性能的影响 ·1799·
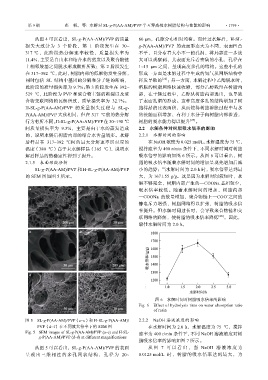
从图 4 可以看出,SL-g-P(AA-AM)/PVP 的质量 60 μm,孔隙分布相对均衡。而经过水解后,H-SL-
损失大致分为 3 个阶段,第 1 阶段发生在 30~ g-P(AA-AM)/PVP 的表面形态大为不同,表面凹凸
317 ℃,此阶段热分解速率较慢,质量损失率为 不平,且分布着大小不一的孔洞,将局部进一步放
11.4%,主要是自由水和结合水的蒸发以及聚合物链 大可以观察到,其表面充斥着密集的小孔,孔径在
上相邻羧基之间脱水形成酸酐所致;第 2 阶段发生 1~15 μm 之间,呈现高度多孔的结构。这些小孔的
在 317~392 ℃,此时,树脂内部的低聚物发生分解, 形成一方面是水解过程中生成的氨气从网络结构中
同时包括 SL 结构中基团的分解和分子链的断裂, 挥发导致的 [26] ;另一方面,水解过程中乙醇脱水时,
此阶段的质量损失率为 9.7%;第 3 阶段发生在 392~ 溶胀的树脂网络快速收缩,部分乙醇残留在树脂内
529 ℃,此阶段为 PVP 和聚合物主链的断裂以及聚 部,在干燥过程中,乙醇从树脂内部逸出,也导致
合物交联网络的瓦解所致,质量损失率为 32.7%。 了表面孔洞的形成。这种高度多孔的结构增加了树
H-SL-g-P(AA-AM)/PVP 的质量损失过程与 SL-g- 脂样品的比表面积,从而使得树脂溶胀过程中与水
P(AA-AM)/PVP 大致相同,但在 317 ℃前的热分解 的接触面积增加,有利于水分子向树脂内部渗透,
行为有所不同。H-SL-g-P(AA-AM)/PVP 在 30~198 ℃ 树脂的吸水能力得以提升 [27] 。
间质量损失率为 9.3%,主要是由于水的蒸发造成 2.2 水解条件对树脂吸水倍率的影响
的,说明水解后树脂内部的结合水含量增多。水解 2.2.1 水解时间的影响
后样品在 317~392 ℃间的最大分解速率所对应的 在 NaOH 浓度为 0.025 mol/L,水解温度为 75 ℃,
温度(380 ℃)高于未水解样品(365 ℃),说明水 搅拌速率为 400 r/min 条件下,不同水解时间对树脂
解后样品的热稳定性得到了提升。 吸水倍率的影响如图 6 所示。从图 6 可以看出,树
2.1.5 表面形貌分析 脂的吸水倍率随着水解时间的增加呈现先增加后减
SL-g-P(AA-AM)/PVP 和 H-SL-g-P(AA-AM)/PVP 小的趋势;当水解时间为 2.0 h 时,吸水倍率达到最
的 SEM 图如图 5 所示。 大,为 1671.55 g/g。这是因为水解时间较短时,水
解不够完全,树脂内部产生的—COONa 基团较少,
吸水倍率较低。随着水解时间的增加,树脂内部
–
—COONa 的数量增加,聚合物链上—COO 之间的
静电斥力增强,树脂网络得以扩张,树脂的吸水倍
率提升。但水解时间过长时,会导致聚合物链和交
联网络的降解,使树脂的吸水倍率降低 [28] 。因此,
最佳水解时间为 2.0 h。
图 6 水解时间对树脂吸水倍率的影响
Fig. 6 Effect of hydrolysis time on water absorption ratio
of resin
图 5 SL-g-P(AA-AM)/PVP(a~c)和 H-SL-g-P(AA-AM)/ 2.2.2 NaOH 溶液浓度的影响
PVP(d~f)在不同放大倍率下的 SEM 图 在水解时间为 2.0 h,水解温度为 75 ℃,搅拌
Fig. 5 SEM images of SL-g-P(AA-AM)/PVP (a~c) and H-SL- 速率为 400 r/min 条件下,不同 NaOH 溶液浓度对树
g-P(AA-AM)/PVP (d~f) at different magnifications
脂吸水倍率的影响如图 7 所示。
从图 5 可以看出,SL-g-P(AA-AM)/PVP 的表面 从图 7 可以 看出 ,当 NaOH 溶液 浓度 为
呈 现出三 维相 连的多 孔网 状结构 ,孔 径为 20~ 0.0125 mol/L 时,树脂的吸水倍率达到最大,为