
Page 114 - 《精细化工)》2023年第10期
P. 114
·2192· 精细化工 FINE CHEMICALS 第 40 卷
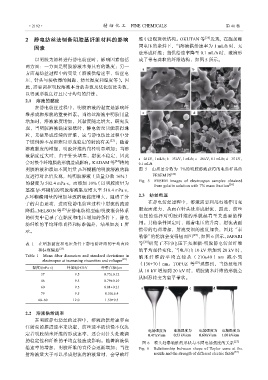
2 静电纺丝法制备明胶基纤维材料的影响 维中出现珠状结构。OKUTAN 等 [26] 发现,在施加相
因素 同电压的条件下,当溶液供给速率为 1 mL/h 时,无
法形成纤维;当供给速率降至 0.1 mL/h 时,液滴形
以明胶为原料进行静电纺丝时,影响因素包括 成了带有珠粒的纤维结构,如图 5 所示。
两方面:一方面是明胶溶液本身具有的黏度;另一
方面是纺丝过程中的变量(溶液供给速率、纺丝电
压、针头与接收器的间距、纺丝温度和湿度等)。因
此,需要调控明胶溶液本身的参数及优化纺丝参数,
以得到形貌良好且尺寸均匀的纤维。
2.1 溶液的黏度
在静电纺丝过程中,明胶溶液的黏度是影响纤
维形成和形貌的重要因素。当纺丝溶液中明胶用量
增加时,溶液浓度增加,其黏度随之增大。研究发
现,当明胶溶液黏度较低时,静电纺丝只能获得珠
粒,无法形成连续的纤维,这与静电纺丝过程中分
子链纠缠不足和难以形成稳定的射流有关 [23] ;随着
溶液黏度的增加,明胶纤维的直径明显增加;当溶
液黏度过大时,由于针头堵塞,射流不稳定,因此
a—28 kV,1 mL/h;b—35 kV,1 mL/h;c—28 kV,0.1 mL/h;d—35 kV,
会对整个纤维膜的形貌造成影响。KADAM 等 [24] 将纯 0.1 mL/h
明胶溶液和添加不同用量 β-环糊精的明胶溶液的黏 图 5 由质量分数为 7%的明胶溶液获得的电纺样品的
度进行对比后发现,纯明胶溶液(质量分数 16%) FESEM 图 [26]
Fig. 5 FESEM images of electrospun samples obtained
的黏度为 502.4 mPa·s,而添加 10%(以明胶质量为 [26]
from gelatin solution with 7% mass fraction
基准)β-环糊精的明胶溶液黏度增大至 518.4 mPa·s,
β-环糊精用量的增加导致溶液黏度增大,阻碍了分 2.3 纺丝电压
子的自由运动,进而使静电纺丝过程中射流的流速 在静电纺丝过程中,溶液需要利用电场作用克
降低。NELSON 等 [25] 在静电纺棉型硅/明胶混合体系 服表面张力,从而在针头处形成射流,因此,纺丝
的研究中记录了在黏度和电压增加的条件下,静电 电压的选择对明胶纤维的形貌起着至关重要的作
纺纤维的平均纤维直径和标准偏差,结果如表 1 所 用。其他条件固定时,随着电压的升高,射流表面
示。 携带的电荷增加,射流变细的速度加快,因此“泰
勒锥”的轮廓会变得短而凹 [27] ,如图 6 所示。JAFARI
表 1 在增加黏度和电压条件下静电纺纤维的平均直径 等 [28] 研究了不同电压下壳聚糖-明胶静电纺丝纤维
和标准偏差 [25] 的平均直径变化,当电压由 10 kV 增加到 20 kV 时,
Table 1 Mean fiber diameters and standard deviations in 纳 米 纤 维的平 均直 径从( 210±40 ) nm 减小 到
electrospun at increasing viscosities and voltages [25]
(130±70)nm。TOPUZ 等 [29] 观察到,当纺丝电压
黏度/(mPa·s) 外加电压/kV 纤维直径/μm
从 10 kV 增加到 20 kV 时,明胶纳米纤维的形貌会
37 9.5 0.75±0.12
从圆形转变为扁平带状。
46 9.5 0.79±0.10
60 9.5 0.81±0.21
79 9.5 8.50±6.4
40~60 12.0 1.50±0.5
2.2 溶液供给速率
在明胶静电纺丝的过程中,溶液的供给速率由
注射泵的推进速率来决定,纺丝速率的快慢不仅决
定着明胶纳米纤维的形成速率,还会对针头处液滴
的稳定性和纤维的平均直径造成影响。随着溶液供 [27]
图 6 喷头处泰勒锥的形状与不同电场强度的关系
给速率的增加,明胶纤维的直径会逐渐增加;当注 Fig. 6 Relationship between shape of Taylor cone at the
射溶液量大于可以形成射流的溶液量时,会导致纤 nozzle and the strength of different electric fields [27]