
Page 199 - 《精细化工》2023年第2期
P. 199
第 2 期 马 锐,等: 高强高模聚乙烯纤维纸基复合材料的制备及性能 ·421·
要是因为,温度较低时,酚醛树脂未完全固化,纤 已被覆盖住。主要是因为树脂浸入到纸基复合材料
维间黏合不够充分,随着热压温度升高,酚醛树脂 中固化时会发生交联、成膜并附着于纤维表面,然
中交联反应和固化反应越来越完全,树脂黏度逐渐 后形成一种较为致密的聚合物薄膜。
变大,使树脂和纤维连接在一起,形成一种较为稳定 2.7 原子力显微镜分析
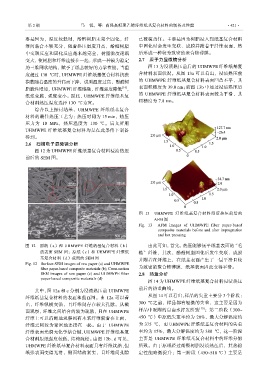
的三维网状结构,赋予了纸基较好的力学性能。当温 图 13 为浸渍热压前后的 UHMWPE 纤维纸基复
度超过 130 ℃时,UHMWPE 纤维纸基复合材料抗张 合材料表面状况。从图 13a 可以看出,浸渍热压前
指数随着温度的升高而下降,说明温度过高,酚醛树 的 UHMWPE 纤维纸基复合材料表面凹凸不平,其
脂脆性增加,UHMWPE 纤维熔融,纤维强度降低 [14] , 表面粗糙度为 39.0 nm;而图 13b 中经过浸渍热压后
纸张变脆,强度变小。因此,UHMWPE 纤维纸基复 的 UHMWPE 纤维纸基复合材料表面较为平滑,其
合材料热压温度选择 130 ℃为宜。 粗糙度为 7.8 nm。
综合以上探讨结果,UHMWPE 纤维纸基复合
材料的最佳热压工艺为:热压时间为 15 min,热压
压力为 10 MPa,热压温度为 130 ℃。后文所用
UHMWPE 纤维纸基复合材料均是在此条件下制备
得到。
2.6 扫描电子显微镜分析
图 12 为 UHMWPE 纤维纸基复合材料浸渍热压
前后的 SEM 图。
图 13 UHMWPE 纤维纸基复合材料浸渍热压前后的
AFM 图
Fig. 13 AFM images of UHMWPE fiber paper-based
composite materials before and after impregnation
and hot pressing
图 12 原纸(a)和 UHMWPE 纤维纸基复合材料(b) 由此可知,首先,热压能够抚平纸基表面的“毛
的表面 SEM 图;原纸(c)和 UHMWPE 纤维纸 糙”纤维,其次,酚醛树脂固化后发生交联、成膜
基复合材料(d)截面的 SEM 图 并附着在纤维上,在纸基表面产生了一层平滑且较
Fig. 12 Surface SEM images of raw paper (a) and UHMWPE
fiber paper-based composite materials (b); Cross-section 为致密的聚合物薄膜,纸基表面因此变得平滑。
SEM images of raw paper (c) and UHMWPE fiber 2.8 热重分析
paper-based composite materials (d) 图 14 为 UHMWPE 纤维纸基复合材料浸渍热压
其中,图 12a 和 c 分别为浸渍热压前 UHMWPE 前后的热重曲线。
从图 14 可以看出,样品的失重主要分 3 个阶段:
纤维纸基复合材料的表面和截面图。由 12a 可以看
出,纤维纵横交错,且纤维间存在较大孔隙。从截 300 ℃之前,样品都有轻微的失重,这主要是因为
面观察,纤维之间结合的较为疏散,且在 UHMWPE 样品中吸附的自由水挥发所致 [15] ;第二阶段(300~
纤维上可以清晰地观察到有木浆纤维附着在上面, 450 ℃)中原纸失重率约为 20%,最大分解温度约
纤维之间较为紧密地连接在一起。由于 UHMWPE 为 375 ℃,而 UHMWPE 纤维纸基复合材料的失重
纤维表面光滑无化学结合键,UHMWPE 纤维纸基复 率约为 15%,最大分解温度约为 380 ℃,这一阶段
合材料原纸强度较低,结构疏松。由图 12b、d 可见, 主要是 UHMWPE 纤维纸基复合材料中的纤维分解
UHMWPE 纤维纸基复合材料表面具有纤维纹路,但 所致。由于原纸经过酚醛树脂浸渍热压后,其热稳
纸张表面变得光滑,侧面结构紧实,且纤维间孔隙 定性能略微提升;第三阶段(450~510 ℃)主要是