
Page 159 - 201811
P. 159
第 11 期 冯 胜,等: UiO-66/GO 纳米复合材料的制备及吸附性能 ·1945·
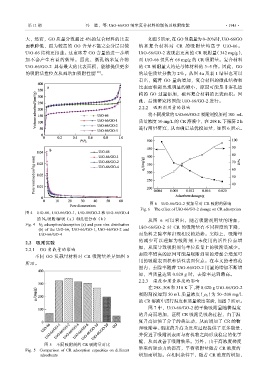
大,然而,GO 质量分数超过 4%的复合材料的比表 如图 5 所示,在 GO 负载量为 0~20%时,UiO-66/GO
面积降低,因为较高的 GO 含量不能完全分层以使 纳米复合材料对 CR 的吸附量均高于 UiO-66。
UiO-66 结构更扭曲。这意味着 GO 含量的进一步增 UiO-66/GO-2 表现出更高的 CR 吸附量(342 mg/g),
加不会产生有益的效果。因此,微孔纳米复合物 而 UiO-66 仅具有 68 mg/g 的 CR 吸附量。复合材料
UiO-66/GO-2 具有最大的比表面积,能够提供更多 的 CR 吸附量大约是母体材料的 3~5 倍。因此,GO
的吸附活性位点从而增加吸附性能 [18] 。 的最佳质量分数为 2%。从图 4a 及表 1 结果也可以
看出,随着 GO 量的增加,复合材料的微孔结构和
比表面积都出现明显的缩小,原因可能是非多孔结
构的 GO 过量添加,破坏复合材料的比表面积。因
此,后续研究将围绕 UiO-66/GO-2 进行。
2.2.2 吸附剂用量的影响
将不同质量的 UiO-66/GO-2 吸附剂投加到 100 mL
质量浓度 50 mg/L 的 CR 溶液中,在 298 K 下振荡 2 h
进行用量研究,从而确定最优投加量,如图 6 所示。
图 6 UiO-66/GO-2 投加量对 CR 吸附的影响
Fig. 6 The effect of UiO-66/GO-2 dosage on CR adsorption
图 4 UiO-66,UiO-66/GO-1,UiO-66/GO-2 和 UiO-66/GO-4
的 N 2 吸附/解吸(a)和孔径分布(b) 从图 6 可以看出,随着吸附剂用量的增加,
Fig. 4 N 2 adsorption/desorption (a) and pore size distribution
(b) of the UiO-66, UiO-66/GO-1, UiO-66/GO-2 and UiO-66/GO-2 对 CR 的吸附量有不同程度的下降,
UiO-66/GO-4 而染料去除率却出现相反的趋势。实际上,吸附量
的减少可以理解为吸附剂上未使用的活性位点增
2.2 吸附实验
加,从而导致吸附剂每单位质量上的吸附量减少。
2.2.1 GO 负载量的影响
去除率增高的原因可能是吸附剂量的增加会增加可
不同 GO 负载量材料对 CR 吸附量差异如图 5
用的吸附表面积和活性表面位点。在本文的考察范
所示。
围内,去除率随着 UiO-66/GO-2 用量的增加不断增
加,当质量达到 0.020 g 时,去除率达到最高。
2.2.3 温度和质量浓度的影响
在 298、308 和 318 K 下,将 0.020 g UiO-66/GO-2
吸附剂投加到 50 mL 质量浓度( 0 )为 50~200 mg/L
的 CR 溶液中进行温度和质量浓度实验,如图 7 所示。
图 7 中,UiO-66/GO-2 的平衡吸附量随着温度
的升高而增加,证明 CR 吸附是吸热过程,由于温
度升高加快了分子的热运动,从而增加了 CR 的物
理吸附率。温度的升高为反应过程提供了更多能量,
并促进了吸附剂表面与有机物之间形成稳定的化学
键,从而改善了吸附效果。另外,由于高浓度梯度
图 5 不同吸附剂的 CR 吸附量对比
Fig. 5 Comparison of CR adsorption capacities on different 带来的驱动力的提高,平衡吸附量随着 CR 浓度的
adsorbents 增加而增加。在相同条件下,随着 CR 浓度的增加,