
Page 179 - 201901
P. 179
第 1 期 王 芳,等: 对苯二甲酸二丁氧基乙酯增塑剂的合成及应用 ·165·
应温度 140 ℃,反应时间 3.0 h,实验方法同 1.2 节。 3.0%、DMT 为 29.1 g、温度 140 ℃、时间 3.0 h 条
结果见表 1。 件下,实验方法同 1.2 节。考察了原料物质的量比
由表 1 可以看出,传统强碱性催化剂乙醇钠、 对酯收率的影响,结果见图 2。
KOH、NaOH 的酯收率只有 8.3%、71.5%和 69.7%,
效果并不理想;而使用 CaO 作为催化剂时酯收率最
高,达 85.3%;使用 MgO 及 CaO-MgO 时催化效果
也较 CaO 低。因此,选择 CaO 作为 DMT 和 EB 酯
交换反应的催化剂。
表 1 催化剂种类对酯化反应的影响
Table 1 Effect of catalyst type on the yield of ester
催化剂种类 酯收率/%
乙醇钠 8.3
KOH 71.5
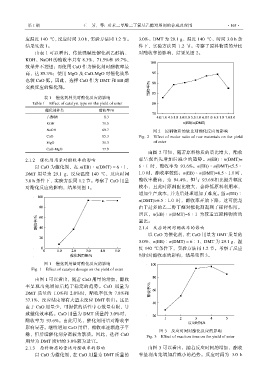
NaOH 69.7 图 2 原料物质的量比对酯化反应的影响
CaO 85.3 Fig. 2 Effect of molar ratio of raw materials on the yield
MgO 31.3 of ester
CaO-MgO 77.9 由图 2 可知,随着原料物质的量比增大,酯收
2.1.2 催化剂用量对酯收率的影响 率呈现出先增加后减少的趋势。n(EB)∶n(DMT)=
以 CaO 为催化剂,在 n(EB)∶n(DMT) = 6∶1, 6∶1 时,酯收率为 93.6%。n(EB)∶n(DMT)<5.5∶
DMT 用量为 29.1 g,反应温度 140 ℃,反应时间 1.0 时,酯收率较低;n(EB)∶n(DMT)=6.5∶1.0 时,
3.0 h 条件下,实验方法同 1.2 节。考察了 CaO 用量 酯收率最高,为 94.4%,但与 93.6%相比提升幅度
对酯化反应的影响,结果见图 1。 较小,且此时原料配比较大,会降低原料利用率,
增加生产成本,并为后处理增加了难度。当 n(EB)∶
n(DMT)>6.5∶1.0 时,酯收率开始下降,这可能是
由于过多的乙二醇丁醚对催化剂起到了稀释作用。
所以,n(EB)∶n(DMT)=6∶1 为较适宜原料物质的
量比。
2.1.4 反应时间对酯收率的影响
以 CaO 为催化剂,在 CaO 用量为 DMT 质量的
3.0%、n(EB)∶n(DMT) = 6∶1、DMT 为 29.1 g、温
度 140 ℃条件下,实验方法同 1.2 节。考察了反应
时间对酯收率的影响,结果见图 3。
图 1 催化剂用量对酯化反应的影响
Fig. 1 Effect of catalyst dosage on the yield of ester
由图 1 可以看出,随着 CaO 用量的增加,酯收
率呈现出先增加后趋于稳定的趋势。CaO 用量为
DMT 质量的 1.0%和 2.0%时,酯收率仅为 7.8%和
37.1%,反应结束时有大量未反应 DMT 析出。这是
由于 CaO 用量少,可提供的活性中心数量有限,导
致催化效率低。CaO 用量为 DMT 质量的 3.0%时,
酯收率为 93.6%。由此可见,催化剂用量对酯收率
影响显著。继续增加 CaO 用量,酯收率逐渐趋于平
图 3 反应时间对酯化反应的影响
稳,但后续催化剂分离较为繁琐。因此,选择 CaO Fig. 3 Effect of reaction time on the yield of ester
用量为 DMT 质量的 3.0%较为适宜。
2.1.3 原料物质的量比对酯收率的影响 由图 3 可以看出,随着反应时间的增加,酯收
以 CaO 为催化剂,在 CaO 用量为 DMT 质量的 率呈现出先增加后减小的趋势。反应时间为 3.0 h