
Page 151 - 精细化工2019年第12期
P. 151
第 12 期 王 超,等: 荧光聚氨酯固态锂电池电解质的制备及性能 ·2479·
并且随着 LiTFSI 在聚氨酯电解质膜中质量分数的 测试数据有误差,LiTFSI 含量越多,膜的吸水性越
增加,荧光强度逐渐增大。这可能是由于 TPPDA 强,导致膜的强度越差。在固态锂离子电池中,对
上苯环连接的 N 和相邻的氨基甲酸酯中的 O 一起与 于固态电解质的尺寸稳定性要求很高,因为尺寸的
+
Li 发生配位,轨道电子发生跃迁形成共轭键,从而 大幅度变化可能会导致电极与电解质的界面稳定性
荧光强度增加 [16,20] 。LiTFSI 质量越多,发生配位的 被破坏,从而进一步影响循环性能的衰减 [21] 。图 4
+
Li 越多,荧光强度越来越强。 显示,在 LiTFSI 质量分数达到 30%时,电解质膜的
图 3 为 FPU-0、FPU-1、FPU-2、FPU-3、FPU-4 拉伸强度仍有 4.5 MPa 左右。而当 LiTFSI 质量分数
为 40%时,电解质膜拉伸强度仅有 1.0 MPa,尺寸
电解质膜在紫外灯照射下的荧光效果图。
稳定性较差,膜很容易发生变形,已经不适用于固
态锂离子电池。
2.4 荧光聚氨酯固态电解质膜热性能分析
图 5 为荧光聚氨酯固态电解质膜的热重曲线。
测试温度范围为 25~800 ℃,测试环境为氮气(N 2 ),
升温速率为 20 ℃/min。
图 3 荧光聚氨酯固态电解质膜的荧光效果图
Fig. 3 Fluorescence effect diagrams of fluorescent
polyurethane solid electrolyte membranes
由图 3 可以看到,随着 LiTFSI 质量分数增加,
荧光聚氨酯固态电解质膜颜色由深蓝逐渐变浅,电
解质膜是越来越亮的,这与荧光强度测试结果一致。
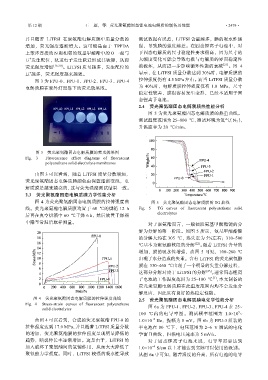
2.3 荧光聚氨酯固态电解质膜力学性能分析
图 4 为荧光聚氨酯固态电解质膜的拉伸强度曲 图 5 荧光聚氨酯固态电解质膜的 TG 曲线
线。荧光聚氨酯电解质膜均置于 60 ℃的烘箱 12 h Fig. 5 TG curves of fluorescent polyurethane solid
electrolytes
后再在真空烘箱中 60 ℃干燥 6 h,然后放置干燥器
中降至常温后取样测量。 对于聚氨酯而言,一般硬段氨基甲酸酯键的分
解为分解的第一阶段。如图 5 所示,氨基甲酸酯键
的分解大约在 305 ℃,热失重为 5%左右;310~500
℃基本为聚氨酯软段的分解 [22] 。随着 LiTFSI 含量的
增加,膜的吸水性增强,由图 5 可见,100~260 ℃
出现了水分造成的失重。含有 LiTFSI 的荧光聚氨酯
膜在 330~460 ℃出现了一个明显的失重分解过程,
这部分分解对应于 LiTFSI 的分解 [23] 。通常固态锂离
[1]
子电池的工作温度范围为 25~100 ℃ ,本文制备的
荧光聚氨酯电解质膜在此温度范围内均不会发生分
解反应,因此具有良好的热稳定性能。
图 4 荧光聚氨酯固态电解质膜的拉伸强度曲线 2.5 荧光聚氨酯固态电解质膜电化学性能分析
Fig. 4 Stress-strain curves of fluorescent polyurethane
solid electrolytes 图 6a 为 FPU-1、FPU-2、FPU-3、FPU-4 在 25~
5
100 ℃内的电导率图。测试频率范围为 1.0×10 ~
–2
由图 4 可以看到,合成的荧光聚氨酯 FPU-0 的 1.0×10 Hz,振幅为 5 mV。图 6b 为 FPU-3 组装的
拉伸强度达到 17.9 MPa,并且随着 LiTFSI 质量分数 半电池在 80 ℃下、电压范围为 2~6 V 测试的电化
的增加,荧光聚氨酯膜的拉伸强度呈现明显降低的 学窗口曲线,扫描电压速率为 5 mV/s。
趋势,断裂伸长率逐渐增加。这是由于,LiTFSI 的 对于固态锂离子电池来说,电导率需要达到
加入破坏了聚氨酯间的氢键作用,从而大大降低了 1.0×10 S/cm 以上才能达到实际可以使用的级别。
–4
聚氨酯力学强度。同时,LiTFSI 较强的吸水性导致 从图 6a 中可知,随着温度的升高,所有电池的电导