
Page 24 - 201904
P. 24
·550· 精细化工 FINE CHEMICALS 第 36 卷
府对化工行业在环保、安全、能源效率、产品质量 产物种类随着溶剂的性质而改变。Richard [18] 在釜式条
及差异化等方面的要求也更为严格,寻找一种更加 件下,以硝基甲烷为溶剂,在室温下使用 Selectfluor
高效、安全、有竞争力的氟化方式已经成为焦点。 〔1-Chloromethyl-4-fluoro-1,4-diazoniabicyclo[2.2.2]
ctane bis(tetrafluoroborate),1-氯甲基-4-氟-1,4-重氮
化二环[2.2.2]辛烷双(四氟硼酸)盐〕氟化剂对烯
烃进行氟化加成,反应 12 h,得到收率为 60%~95%
的氟化产物。另外,Burkart [19] 于釜式条件下对 1-
苯基丙烯进行氟化加成,于非极性溶剂中,主要形
成二氟化产物;于极性溶剂中,则形成部分一氟代
甲醚。
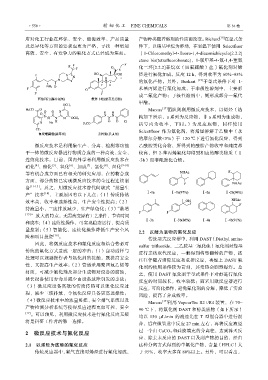
Marcus [17] 团队则利用微反应技术,以烯烃(结
构如下所示,a 系列为反应物,非 a 系列为生成物,
括号内为收率,下同。)为反应底物,同样使用
Selectfluor 作为氟化剂,将烯烃溶解于乙酸中(水
的摩尔分数<5%)于 120 ℃下进行氟化反应,得到
微反应技术是利用集生产、分离、检测等功能 乙酰胺类化合物,所得到的酰胺产物收率和纯度都
于一体的微反应器进行物质合成的一种高效、安全、 较高,但 2-苯丙烯氟化却得到相应的醇类物质(Ⅰ
连续化技术。目前,国内外学者利用微反应技术在 -3b)而非酰胺化合物。
[8]
[7]
[5]
[6]
[4]
硝化 、酯化 、氧化 、加成 、氢化 、卤化 [9-10]
等有机合成方面已有相关的研究应用,在药物合成
方面,部分药物已实现微反应技术的全过程连续制
备 [11-13] 。总之,用微反应技术替代间歇式“批量生
产”技术 [14] ,主要原因有以下几点:(1)传质传热
效率高,收率和选择性高,生产安全性提高;(2)
持液量小,三废排放减少,生产绿色化;(3)“数增
[15] ”放大的特点,无需改变原有工艺条件,节省时间
和成本;(4)连续性操作,可实现稳态运行,提高质
量控制;(5)智能化、连续化操作降低生产安全风
2.2 以醇为底物的氟化反应
险和项目投资 [16] 。
传统釜式反应器中,利用 DAST(Diethyl amino
因此,将微反应技术和氟化反应相结合势必对
sulfur trifluoride,二乙胺基三氟化硫)氟化剂对羟基
传统的氟化方式造成一定的冲击:(1)自动进样与
进行亲核取代反应,一般得到构型翻转的产物,还
处理可以规避操作者与氟化剂的接触,既提高安全
往往伴随着消除反应和重排反应,再加上 DAST 氟
性,又提高生产效率;(2)管道采用聚四氟乙烯等
化剂的使用条件较为苛刻,其受热会剧烈爆炸。总
材质,可减少氟化剂及部分生成物对设备的腐蚀,
之,使用 DAST 氟化剂于釜式条件下对醇进行氟化
延长设备使用寿命并减少由设备故障引发的事故;
反应的时间较长,收率较低;而采用微反应器进行
(3)微反应设备高效的传质传热可以强化反应过
反应,可简化操作,避免氟化剂的分解,降低了实验
程,减少三废排放,令氟化反应具备更高选择性;
风险,提高了合成效率。
(4)微反应技术中的流量监控、安全排气系统以及 Marcus [17] 利用 VapourTec R2+/R4 装置,在 70~
产物检测分析系统等使得反应过程更加可控、安全
90 ℃下,将氟化剂 DAST 和醇类底物(如下所示)
[17]
。可以预见,利用微反应技术进行氟化反应无疑
均以 150 L/min 的流速先在 T 型混合器中进行混
将是科研工作者的第一选择。
合,后在微管道中反应 27 min 左右,再将反应液经
过一个由 CaCO 3 和硅胶填充的分离柱,达到淬灭反
2 微反应技术与氟化反应
应、除去未反应的 DAST 以及副产物的目的,经由
2.1 以烯烃为底物的氟化反应 这种分离方式得到的单氟化产物,含量(HPLC)大
传统反应器中,氟气直接对烯烃进行氟化加成, 于 95%,收率大多在 80%以上。另外,可以看出,