
Page 188 - 《精细化工》2020年 第10期
P. 188
·2118· 精细化工 FINE CHEMICALS 第 37 卷
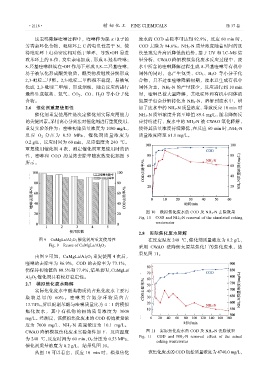
这表明降解喹啉过程中,喹啉作为缺 π 电子的 废水的 COD 去除率可达到 92.9%,反应 60 min 时,
芳香杂环化合物,吡啶环上 C 的电负性高于 N,使 COD 去除为 94.6%。NH 3 -N 质量浓度随着时间的延
得吡啶环上电荷密度相对低于苯环,导致•OH 易进 长呈现先升高后降低的趋势,基于 UV 和 LC-MS 结
攻苯环上的 8-位,发生亲电加成,形成 8-羟基喹啉; 果分析,CWAO 降解模拟焦化废水反应过程中,废
8-羟基喹啉继续在•OH 作用下形成 5,8-二羟基喹啉, 水中所含的喹啉降解过程生成 8-羟基喹啉等有机中
易于被氧化形成醌类物质,醌类物质继续分解形成 间体的同时,也产生氨类、CO 2 、H 2 O 等小分子化
2,3-吡啶二甲醛。2,3-吡啶二甲醛很不稳定,易被氧 合物,只不过在喹啉降解初期,废水以生成有机中
化成 2,3-吡啶二甲酸,形成烟酸,随着反应的进行 间体为主,NH 3 -N 的产量较少,反应进行到 10 min
最终生成氨类、氮气、CO 2 、CO、H 2 O 等小分子化 时,喹啉已被大量降解,其吡啶环和有机中间体的
合物。 氮原子也会分解转化为 NH 3 -N,溶解到废水中,增
2.6 催化剂重复使用性 加了废水中的 NH 3-N 质量浓度,导致反应 10 min 时
催化剂重复使用性是决定催化剂实际应用能力 NH 3 -N 质量浓度升高至峰值 89.4 mg/L,随着降解反
的关键因素。采用离心分离法对催化剂进行重复使用, 应持续进行,废水中的 NH 3 -N 被 CWAO 氧化降解,
重复实验条件为:喹啉初始质量浓度为 1000 mg/L, 使得其质量浓度持续降低,在反应 60 min 时,NH 3 -N
反应 O 2 分压为 0.53 MPa,催化剂质量浓度为 质量浓度降至 61.1 mg/L。
0.2 g/L,反应时间为 60 min,反应温度为 240 ℃。
重复使用催化剂 4 次,测定催化剂重复使用时的活
性,喹啉和 COD 的最终去除率随次数变化如图 9
所示。
图 10 模拟焦化废水的 COD 及 NH 3 -N 去除效果
Fig. 10 COD and NH 3 -N removal of the simulated coking
wastewater
2.8 实际焦化废水降解
图 9 CuMgLa/Al 2 O 3 催化剂的重复使用性 在反应温度 240 ℃,催化剂质量浓度为 0.2 g/L,
Fig. 9 Reuse of CuMgLa/Al 2 O 3 采用 CWAO 法降解太原某焦化厂的焦化废水,结
由图 9 可知,CuMgLa/Al 2 O 3 重复使用 4 次后, 果见图 11。
喹啉的去除率为 86.9%,COD 的去除率为 73.1%,
仍保持初始值的 88.5%和 77.4%,结果表明,CuMgLa/
Al 2 O 3 催化剂具有较好稳定性。
2.7 模拟焦化废水降解
实际焦化废水中酚类物质约占焦化废水主要污
染物总量 的 60% 。 喹啉类含氮 杂环物质约 占
13.74%。所以配制苯酚与喹啉质量比为 4∶1 的模拟
焦化废水,其中有机物的初始质量浓度为 3000
mg/L。经测定,该模拟焦化废水的 COD 初始质量浓
度为 7000 mg/L、NH 3 -N 质量浓度为 10.1 mg/L。
CWAO 降解模拟焦化废水实验条件如下:反应温度 图 11 实际焦化废水的 COD 及 NH 3 -N 去除效果
Fig. 11 COD and NH 3 -N removal effect of the actual
为 240 ℃,反应时间为 60 min,O 2 分压为 0.53 MPa,
coking wastewater
催化剂质量浓度为 0.2 g/L,结果见图 10。
从图 10 可以看出,反应 10 min 时,模拟焦化 该焦化废水的 COD 初始质量浓度为 4740.0 mg/L,