
Page 175 - 《精细化工》2021年第10期
P. 175
第 10 期 徐继开,等: 一种能够抑制锂枝晶的锂金属电池电解液润湿性添加剂 ·2105·
1.3 测试与表征 的减小,如添加了 0.5%(质量分数,下同)TFPMA
1.3.1 接触角和吸液率测试 (记为 0.5% TFPMA)后,电解液与隔膜间的接触
使用接触角和吸液率来衡量电解液的润湿性。 角降为 46°(图 1b),这说明 TFPMA 的添加使电解
电解液与隔膜之间的接触角由接触角测量仪测量, 液的表面张力降低,电解液与隔膜间的润湿效果变
液滴接触角测量的时间点为液滴接触隔膜表面后 好,TFPMA 起到了提高电解液润湿性的作用。
1 s,每种电解液与隔膜间接触角均为 8 次平行实验
的平均值。
吸液率采用称量法测量。首先将 PE 隔膜裁成
直径 20 mm 的小圆片,称量初始质量,然后将隔膜
浸入电解液中 2 h,取出用滤纸擦净表面残余电解液
后再次称量,按式(1)计算隔膜吸液率:
m m
E /% 1 0 100 (1) 图 1 添加不同质量分数 TFPMA 的电解液接触角照片
m 0
Fig. 1 Contact angle photos of electrolytes with different
式中:E 为吸液率,%;m 0 为隔膜初始质量,g;m 1 mass fractions of TFPMA
为在电解液中浸泡后的质量,g。
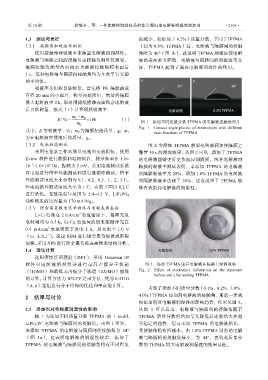
1.3.2 电池性能测试 图 2 为添加 TFPMA 前后电解液滴加在隔膜上
采用电化学工作站测量电池的交流阻抗,使用 静置 30 s 的浸润效果。从图 2 可见,添加了 TFPMA
Zview 软件进行数据和电路拟合,测量频率在 1.0× 的电解液能够更好更快地浸润隔膜。两种电解液对
6
–1
10 ~1.0×10 Hz,振幅为 5 mV。采用电池测试系统 隔膜的吸液率测试表明,未添加 TFPMA 的电解液
对电池进行倍率性能测试和恒电流循环测试。倍率 的隔膜吸液率为 28%,添加 1.0% TFPMA 的电解液
性能测试电流大小分别为 0.1、0.2、0.5、1、2、5 C。 的隔膜吸液率达到了 50%,这也说明了 TFPMA 能
恒电流循环测试电流大小为 1 C,在前 3 圈以 0.2 C 够有效提高电解液的润湿性。
进行活化。充放电电压范围为 2.4~4.2 V,LiFePO 4
活性物质的比容量为 170 mA·h/g。
1.3.3 锂金属负极电化学测试与电极表面表征
2
Li-Li 电池在 2 mA/cm 电流密度下,每圈充放
电时间均为 0.5 h。Li-Cu 电池每次恒电流循环先在
2
0.5 mA/cm 电流密度下放电 1 h,后充电至 1.0 V
+
(vs. Li/Li )。通过 SEM 进行锂金属负极微观形貌
观察。采用 XPS 进行锂金属负极表面物质结构分析。
1.4 理论计算
选用密度泛函理论(DFT),采用 Gaussian 09
软件对电解液溶剂组分进行最高占据分子轨道 图 2 添加 TFPMA 前后电解液在隔膜上浸润效果
(HOMO)和最低未占据分子轨道(LUMO)能级 Fig. 2 Effect of electrolyte infiltration on the separator
before and after adding TFPMA
的计算。计算方法为 B3LYP 泛函方法,使用 6-311G
(d, p)基组进行分子结构的优化和单点能计算。
考察了添加不同质量分数(0.1%、0.2%、3.0%、
2 结果与讨论 4.0%)TFPMA 添加剂电解液的接触角,来进一步观
察添加剂对电解液润湿性的影响趋势,结果见图 3。
2.1 添加剂对电解液润湿性的影响 从图 3 可以看出,电解液与隔膜间的接触角随着
图 1 为添加不同质量分数 TFPMA 的 1 mol/L TFPMA 质量分数的增加呈先降低后逐渐增大并趋
LiPF 6 /PC 电解液与隔膜间的接触角。由图 1 可知, 于稳定的趋势,但与未加 TFPMA 的电解液相比,
未添加 TFPMA 的电解液与隔膜间的接触角为 54° 其接触角仍有所减小。由 1.0% TFPMA 制备的电解
(图 1a),这表明电解液的润湿性较差,添加了 液与隔膜间的接触角最小,为 44°,表明此质量分
TFPMA 的电解液与隔膜间的接触角均有不同程度 数的 TFPMA 增大电解液润湿性的效果最佳。