
Page 214 - 《精细化工》2022年第5期
P. 214
·1068· 精细化工 FINE CHEMICALS 第 39 卷
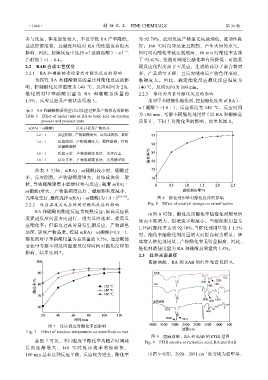
参与反应,体系胺值较大,不仅导致 RA 产率降低, 为 92.78%,此时反应产物呈光亮琥珀色,流动性良
造成资源浪费,且碱性环境对 RA 的性能也有很大 好;160 ℃时反应迅速且剧烈,产生大量的水气,
影响,因此,胺解反应中选择 n(蓖麻油酸)∶n(二 短时间内酯化率就达到很高,80 min 时酯化率达到
乙醇胺)=1∶0.4。 了 93.81%,但随时间延长酯化率有所降低,可能是
2.2 RAB 合成工艺优化 副反应化程度高于主反应,生成的高分子聚合物增
2.2.1 RA 和硼酸物质的量比对酯化反应的影响 多,产品质量下降,且反应结束后产物色泽变暗,
为探究 RA 和硼酸物质的量比对酯化反应的影 黏稠度大。因此,确定酯化反应最优反应温度为
响,控制酯化反应温度为 140 ℃,反应时间为 2 h, 140 ℃,反应时间为 100 min。
催化剂对甲苯磺酸用量为 RA 和硼酸总质量的 2.2.3 催化剂用量对酯化反应的影响
1.5%,反应过程及产物状态见表 3。 用对甲苯磺酸作催化剂,控制酯化反应 n(RA)∶
n(硼酸)=1.8∶1,反应温度为 140 ℃,反应时间
表 3 RA 和硼酸物质的量比对反应过程及产物状态的影响
Table 3 Effect of molar ratio of RA to boric acid on reaction 为 100 min,考察不同催化剂用量(以 RA 和硼酸总
process and product state 质量计,下同)对酯化率的影响,结果见图 8。
n(RA)∶n(硼酸) 反应过程及产物状态
1.2∶1 反应剧烈,产物黏稠度大,易结成块状、絮状
1.4∶1 反应剧烈,产物黏稠度大,搅拌困难,有明
显硼酸颗粒
1.6∶1 反应正常,产物黏稠度良好,光泽度差
1.8∶1 反应正常,产物黏稠度良好,光亮琥珀色
由表 3 可知,n(RA)∶n(硼酸)较小时,硼酸过
多,反应剧烈,产物黏稠度增大,易结成块状、絮
状,导致硼酸聚集不能继续参与反应;随着 n(RA)∶
n(硼酸)增大,产物黏稠度良好,硼酸颗粒度减小,
光泽度变好,最终选择 n(RA)∶n(硼酸)为 1.8∶1 [18-19] 。 图 8 催化剂用量对酯化反应的影响
2.2.2 反应温度与反应时间对酯化反应的影响 Fig. 8 Effect of catalyst dosage on esterification
RA 和硼酸的酯化反应为吸热反应,提高反应温
由图 8 可知,酯化反应酯化率随催化剂用量增
度促进反应向正方向进行,增大反应速率,提高反
加而不断增大,但增速不断减小。当催化剂用量为
应酯化率;但温度过高时易发生副反应,产物颜色
1.5%时酯化率达到 92.78%;当催化剂用量低于 1.5%
加深,影响产物品质。控制 n(RA)∶n(硼酸)=1.8∶1,
时,酯化率随催化剂用量增大而提高较为明显;继
催化剂对甲苯磺酸用量为总质量的 1.5%,通过酸值
续增大催化剂用量,产物酯化率无明显提高,因此,
变化量考察不同反应温度及反应时间对酯化反应的
催化剂最佳用量为 RA 和硼酸总质量的 1.5%。
影响,结果见图 7。 2.3 红外光谱表征
蓖麻油酸、RA 和 RAB 的红外光谱见图 9。
图 7 反应温度对酯化率的影响
Fig. 7 Effect of reaction temperature on esterification rate
图 9 蓖麻油酸、RA 和 RAB 的 FTIR 谱图
由图 7 可见,不同温度下酯化率均随着时间延 Fig. 9 FTIR spectra of ricinoleic acid, RA and RAB
长而逐渐增 大, 140 ℃ 时反应速率 增加较快,
–1
100 min 基本达到反应平衡,反应较为完全,酯化率 由图 9 可知,2920、2851 cm 处分别为亚甲基、