
Page 213 - 《精细化工》2022年第5期
P. 213
第 5 期 李亚科,等: 蓖麻油酸二乙醇酰胺硼酸酯合成工艺及摩擦性能 ·1067·
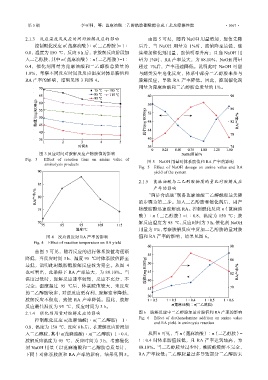
2.1.3 反应温度及反应时间对胺解反应的影响 由图 5 可见,随着 NaOH 用量增加,胺值先降
控制酰化反应 n(蓖麻油酸)∶n(二乙醇胺)= 1∶ 后升,当 NaOH 用量为 1%时,胺值降至最低,继
0.8,温度为 150 ℃,反应 6 h 后,在胺解反应阶段加 续增加催化剂用量,胺值明显升高;且当 NaOH 用
入二乙醇胺,其中 n(蓖麻油酸)∶n(二乙醇胺)=1∶ 量为 1%时,RA 产率最大,为 88.10%,NaOH 用量
0.4,催化剂用量为蓖麻油酸和二乙醇胺总质量的 超过 1%后,产率迅速降低。说明此时 NaOH 可能
1.0%,考察不同反应时间及反应温度对体系胺值和 与酯类发生皂化反应,体系中部分二乙醇胺未参与
RA 产率的影响,结果见图 3 和图 4。 胺解反应,导致 RA 产率降低。因此,控制催化剂
用量为蓖麻油酸和二乙醇胺总质量的 1%。
图 3 反应时间对胺解反应产物胺值的影响
Fig. 3 Effect of reaction time on amine value of 图 5 NaOH 用量对体系胺值和 RA 产率的影响
aminolysis products
Fig. 5 Effect of NaOH dosage on amine value and RA
yield of the system
2.1.5 蓖麻油酸与二乙醇胺物质的量比对胺解反应
产率的影响
“两步合成法”制备蓖麻油酸二乙醇酰胺最关键
的步骤为第二步。加入二乙醇胺和催化剂后,副产
物酰胺酯迅速胺解成 RA。控制酰化反应 n(蓖麻油
酸)∶n(二乙醇胺)=1∶0.8,温度为 150 ℃;胺
解反应温度为 95 ℃,反应时间为 3 h,催化剂 NaOH
用量为 1%,考察胺解反应中所加二乙醇胺的量对胺
图 4 反应温度对 RA 产率的影响 值和 RA 产率的影响,结果见图 6。
Fig. 4 Effect of reaction temperature on RA yield
由图 3 可见,随着反应的进行体系胺值均逐渐
降低,当反应时间 3 h、温度 95 ℃时体系胺值降至
最低,说明此时酰胺酯胺解反应较为完全。从图 4
也可看出,此条件下 RA 产率最大,为 88.10%。当
温度过低时,胺解反应速率较慢,反应不充分、不
完全;温度超过 95 ℃后,体系胺值较大,未反应
的二乙醇胺较多,对逆反应更有利,胺解速率降低,
胺解反应不彻底,致使 RA 产率降低。因此,胺解
反应最佳温度为 95 ℃,反应时间为 3 h。
2.1.4 催化剂用量对胺解反应的影响 图 6 胺解反应中二乙醇胺加量对胺值和 RA 产率的影响
Fig. 6 Effect of diethanolamine addition on amine value
控制酰化反应 n(蓖麻油酸)∶n(二乙醇胺)= 1∶
and RA yield in aminoysis reaction
0.8,温度为 150 ℃,反应 6 h 后,在胺解反应阶段加
入二乙醇胺,其中 n(蓖麻油酸)∶n(二乙醇胺)=1∶0.4, 从图 6 可见,当 n(蓖麻油酸)∶n(二乙醇胺)=
胺解反应温度为 95 ℃,反应时间为 3 h,考察催化 1∶0.4 时体系胺值较低,且 RA 产率达到最高,为
剂 NaOH 用量(以蓖麻油酸和二乙醇胺总质量计, 88.10%。当二乙醇胺量过少时,酰胺酯胺解不完全,
下同)对体系胺值和 RA 产率的影响,结果见图 5。 RA 产率较低;二乙醇胺量过多导致部分二乙醇胺未