
Page 189 - 《精细化工》2023年第2期
P. 189
第 2 期 朱小娜,等: 硅氧烷低聚物的合成及其在泡沫染色中的应用 ·411·
低聚物低的表面张力不利于泡沫的稳定 [27] 。但随着
硅氧烷低聚物用量的增加,染色棉织物的 K/S 值先
增加后降低,在硅氧烷低聚物用量达到染料质量的
2 倍时,染色性能最好。这是因为,硅氧烷低聚物
用量的增加有利于其在纤维表面成膜时包覆更多的
染料分子,但过量的硅氧烷低聚物会使染料不能良
好地分散在泡沫体系中,从而出现 K/S 值先增加后
降低的现象。因此,当硅氧烷低聚物用量为染料质
量的 2 倍,染色织物具有最佳的染色性能。
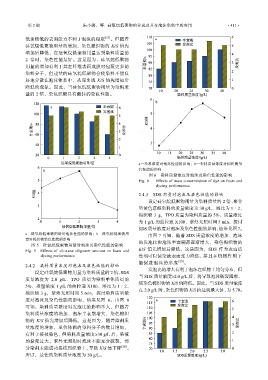
a—染料浓度对泡沫性能的影响;b—染料质量浓度对棉织物染
色性能的影响
图 6 染料质量浓度对泡沫及染色性能的影响
Fig. 6 Effects of mass concentration of dye on foam and
dyeing performance
2.4.3 SDS 用量对泡沫及染色性能的影响
设定硅氧烷低聚物用量为染料质量的 2 倍、聚合
型黄色蒽醌染料的质量浓度为 30 g/L、浴比为 1∶2、
棉织物 3 g,TPO 质量为染料质量的 5%、质量浓度
为 1 g/L 的曲拉通 X100、紫外光照时间 5 min,探讨
SDS质量浓度对泡沫及染色性能的影响,结果见图7。
a—硅氧烷低聚物用量对泡沫性能的影响;b—硅氧烷低聚物用 由图 7 可知,随着 SDS 质量浓度的增加,泡沫
量对棉织物染色性能的影响 的发泡比和泡沫半衰期都逐渐增大,染色棉织物的
图 5 硅氧烷低聚物用量对泡沫及染色性能的影响
Fig. 5 Effects of siloxane oligomer amount on foam and K/S 值先增加后降低。这是因为,SDS 作为表面活
dyeing performance 性剂可以使染液表面张力降低,并且在机械作用下
能促进泡沫的形成 [29]
2.4.2 染料质量浓度对泡沫及染色性能的影响 。
发泡比的增大有利于泡沫在织物上均匀分布,但
设定硅氧烷低聚物用量为染料质量的 2 倍、SDS
当 SDS 质量浓度>2.0 g/L 后,将导致泡沫破裂困难,
质量浓度为 2.0 g/L、TPO 质量为染料单体质量的
使染色棉织物的 K/S 值降低。因此,当 SDS 质量浓度
5%、质量浓度 1 g/L 的曲拉通 X100、浴比为 1∶2、
在 2.0 g/L 时,染色织物的 K/S 值达到最大值,为 5.70。
棉织物 3 g,紫外光照时间 5 min,探讨染料质量浓
度对泡沫及染色性能的影响,结果见图 6。由图 6
可知,染料质量浓度对发泡比的影响不大,但随着
染料质量浓度的增加,泡沫半衰期增大,染色棉织
物的 K/S 值先增加后降低,这是因为,随着染料质
量浓度的增加,单位体积内染料分子的数目增加,
有利于接枝染色,但染料质量浓度>30 g/L 后,染液
的黏度过大,紫外光照射时泡沫不能充分破裂,部
分染料未能成功接枝到织物上,导致 K/S 值下降 [28] 。
所以,最佳的染料质量浓度为 30 g/L。