
Page 185 - 201811
P. 185
第 11 期 王 娜,等: 壳聚糖基阻燃剂制备及其在防火涂层中应用 ·1971·
表 3 不同样品氧指数测试结果
Table 3 LOI test results of different samples
样品
EP0 EP1 EP2 EP3
LOI/% 19.5 22.4 23.4 25.5
从图 5 与表 3 可知,EP0 样条燃烧有熔融、滴
落现象,生成少量残炭,LOI 仅为 19.5%;在添加
质量分数 5% PEPA/CTS 时,EP1 样条燃烧仍伴有轻
微熔融、滴落现象,但生成致密炭层,且 LOI 达到
图 4 不同阻燃涂层的 TG 曲线 22.4%;当添加质量分数 5%PMC 时,EP2 样条燃烧
Fig. 4 TG curves of different flame retardant coatings
产生不燃性气体并使炭层膨胀,LOI 提升到 23.4%;
表 2 阻燃涂层 TG 分析结果 当 PMC 的添加量达到质量分数 10%时,EP3 样条燃
Table 2 TG analysis results of flame retardant coatings 烧无熔融、滴落现象,并生成致密的膨胀炭层,LOI
T d/¥ T max/¥ 500 ¥残炭量/% 800 ¥残炭量/% 达到 25.5%。EP1 与 EP2 对比,进一步证明引入含
EP0 260 400 13.7 10.8 N 气源的 PMC 分解时会产生更多的不燃性气体
EP1 256 377 19.0 15.8
(N 2 、NH 3 、NO x 等)将炭层膨胀,并促进 LOI 进
EP2 241 386 15.8 12.8
EP3 238 373 20.2 17.1 一步提升。膨胀型阻燃剂作用机理为:首先,PMC
中有机膦结构断裂生成磷酸,再脱水生成偏磷酸,
注:T d—初始分解温度,T max—最大热失重速率所对应温度。
并最终聚合成聚磷酸 [16, 22] ;然后,酸源促进基体成
脂基体 [16-18] 。阻燃涂层分解速率比纯 EP 涂层慢, 炭,生成燃点较高的残炭层;最后,C—N、N—H
高温质量保持率较高,500 ¥下涂层残炭量从 EP0 等断裂,释放出不燃性气体,将炭层膨胀并稀释树
的 13.7%提高到 EP3 的 20.2%,这是由于含磷基团 脂表面氧气浓度,阻止燃烧反应进行。三源协效生
生成脱水性磷的含氧酸,并促进有机物脱水炭化, 成致密膨胀性炭层,起到良好阻燃作用,PMC 阻燃
致使残炭量增加 [19-21] 。EP1 与 EP2 分别添加质量分 机理如图 6 所示。
数 5%的 PEPA/CTS 和 PMC,500 ¥下残炭量分别为
19.0%和 15.8%。残炭量不同的原因是,PMC 中引
入了含 N 气源,受热后释放了不燃性气体分子〔N 2 、
NH 3 、NO x (x=1、2)等〕,使得残炭量下降。当 PMC
质量分数达到 10%时,EP3 在 500 ¥下残炭量达到
20.2%,比 EP2 的残炭量提高了 27.8%。
2.5 阻燃样条的阻燃性分析 图 6 PMC 阻燃机理
利用 LOI 和 UL-94 测试了 EP0、EP1、EP2、 Fig. 6 Flame retardancy mechanism of PMC
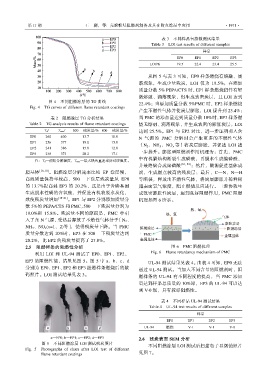
EP3 的阻燃性能,结果见图 5。图 5 中 a、b、c、d UL-94 测试结果见表 4。由表 4 可知,EP0 无法
分别为 EP0、EP1、EP2 和 EP3 阻燃样条燃烧后的数 通过 UL-94 测试。当加入不同含量的阻燃剂时,阻
码照片。LOI 测试结果见表 3。 燃样条的 UL-94 有不同程度的提高,当 PMC 添加
量达到样条总质量的 10%时,EP3 的 UL-94 可以达
到 V-0 级,具有较好阻燃性。
表 4 不同样品 UL-94 测试结果
Table 4 UL-94 test results of different samples
样品
EP0 EP1 EP2 EP3
UL-94 燃烧 V-1 V-1 V-0
a—EP0; b—EP1; c—EP2; d—EP3 2.6 残炭表面 SEM 分析
图 5 不同阻燃涂层 LOI 测试残炭照片 不同阻燃涂层 LOI 测试后扫描电子显微镜照片
Fig. 5 Photographs of chars after LOI test of different
flame retardant coatings 见图 7。