
Page 54 - 《精细化工》2022年第10期
P. 54
·1988· 精细化工 FINE CHEMICALS 第 39 卷
3D 打印气凝胶制备方法与传统气凝胶的制备 动时,由于针孔直径与针筒直径相差过大,所以,
方法类似,首先是通过 3D 打印制备具有复杂几何 被挤压进入针孔内的凝胶瞬时储存了大量能量,随
形状的凝胶材料,再经过固化、干燥等工序形成 3D 着墨水在针孔内部的移动,这些瞬时储存的能量以
打印气凝胶材料。目前,已被成功运用到 3D 打印 法向应力差的形式被逐渐释放,直至墨水完全从针
气凝胶材料制备中的打印方法主要有挤出式(图 孔离开。此时,挤出的墨水直径大小与针孔直径比
2a)、冷场辅助按需滴落(DOD)法(图 2b)和光 较接近,有利于 3D 打印线条的精度控制。但实际
固化法(图 2c、d)3 种方式。而光固化 3D 打印根 上瞬时储存的能量并未被全部消耗掉,所以墨水离
据打印机理的不同又可以分为立体光固化(SLA) 开针孔的瞬间会有少量能量再次释放,其表现形式
与选择区域光固化(LCD)。 就是挤出胀大现象(图 3c)。同时,墨水在针孔内
1.1 挤出式 3D 打印技术 以法向应力差释放能量的过程,需要凝胶墨水具有
挤出式 3D 打印技术(图 2a),是通过将高黏度 剪切变稀的特性才能顺利完成,即墨水黏度会随着
墨水于针头挤出并沉积在制造平台上的一种打印技 剪切应变的增强而降低。除此之外,凝胶墨水的黏
术 [23] 。挤出式 3D 打印的实质是墨水通过打印针头 弹性能够使墨水被挤出后可以较好地实现三维结构
流出并在平台上稳定成型的过程,所以墨水的流变性 的自支撑而不发生坍塌变形 [24] 。对此,研究人员通
能对挤出式 3D 打印至关重要。而挤出式 3D 打印要 常用储能模量(Gʹ)和耗损模量(Gʺ)两种参数来
求凝胶墨水具有假塑性流体的特性,即它的黏度会 评判墨水的黏弹性(图 3b)。当 Gʹ>Gʺ时,墨水具有
[24]
随着剪切应变的增加而减小(剪切变稀)(图 3a) , 类固体的流体行为,流体主要发生弹性形变,此时流
使得墨水在剪切应力作用下可顺利通过针头挤出。 体可以维持形状稳定而不易变形;当 Gʹ<Gʺ时,墨水
而要想凝胶墨水受压时能从较小直径的针头被顺利 具有类液体的流动行为,此时墨水很难维持三维形
挤出,首先要求墨水浓度分布均匀,分散性能稳定, 状的稳定性。Gʹ与 Gʺ相等的点被称为凝胶点(屈服
且能够长久维持胶体状态。当凝胶墨水在针孔中流 点),对应的剪切应力被称为屈服应力(图 3b)。
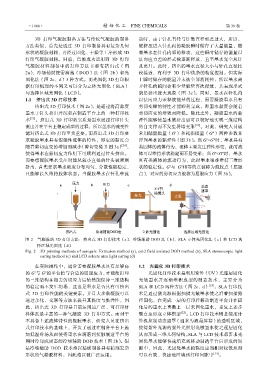
图 2 气凝胶的 3D 打印方法:挤出式 3D 打印技术(a)、冷场辅助 DOD 法(b)、SLA 立体光固化法(c)和 LCD 选
择区域光固化(d)
Fig. 2 3D printing methods of aerogels: Extrusion method (a), cold field assisted DOD method (b), SLA stereoscopic light
curing method (c) and LCD selects area light curing (d)
在实际操作中,通常需要凝胶墨水具有足够高 1.2 光固化 3D 打印技术
的 Gʹ与 Gʺ的平台值与合适的屈服应力,才能使打印 光固化打印技术是利用紫外(UV)光逐层固化
的三维结构在撤去剪切应力后依然能保持三维结构 光敏墨水并逐渐堆积成型的制造技术,主要分为
的稳定而不发生坍塌,这也是墨水是否具有可挤出 SLA 和 LCD 两种方法(图 2c、d) [25] 。SLA 打印技
式 3D 打印性能的关键要素。并且大多数凝胶可以 术是通过激光源根据扫描光敏墨水使之沿着扫描路
通过杂化、交联等方法来提升其黏度与黏弹性,因 径固化,在完成一层的打印后移动制造平台并在固
此,挤出式 3D 打印是目前运用最广泛、可打印材 化后的墨水上再敷上一层未固化墨水,重复上述步
料体系最丰富的一种气凝胶 3D 打印方式。而对于 骤直至形成立体模型 [23] 。LCD 打印技术则是使用计
不具备上述流体特性的凝胶墨水,研究人员在挤出 算机控制动态遮罩(通常为液晶屏幕)的透明区域,
式打印技术的基础上,开发了通过在制备平台上施 使得紫外光源的紫外光照射光敏墨水使之逐层固化
加低温冷场从而使得墨水在滴落到接触制造平台的 从而形成三维几何结构。SLA 与 LCD 技术都要求光
同时冷却成固态的冷场辅助 DOD 技术(图 2b)。但 固化墨水能够快速填充到移动制造平台后形成的间
是冷场辅助 DOD 技术难以精确制备具有精细复杂 隙中,因此,光固化墨水的黏度应当相对较低从而
形状的气凝胶材料,因此难以被广泛运用。 可以有效、快速地回填到打印间隙中 [14] 。