
Page 179 - 《精细化工》2022年第3期
P. 179
第 3 期 刘天祎,等: 一种可降解 PBAT 复合材料相容剂的合成及应用 ·601·
2.1.3 K-ADR 的 TG 分析 更高的表面自由能导致热力学性能更加稳定;同时
ADR4370S 和 K-ADR 的 TG 曲线如图 3 所示。 支化程度增加,在转矩时需要完成的链段协同作用
由图 3 可以看出,ADR4370S 的热失重阶段主要为 就越多,分子间缠结严重,表现为扭矩急剧上升 [16] 。
382~492 ℃,K-ADR 的热失重主要为 212~382 ℃ 与样品 3 相比,其他 3 组样品的最大扭矩减小,达
和 382~492 ℃两个阶段。两者在 212 ℃都具有较好 到最大扭矩所用时间减少。KH550 的加入使样品 4
的热稳定性,完全满足复合材料熔融共混制备条件。 明显缩短了达到最大扭矩所用时间,这主要是因为
K-ADR 在 212~382 ℃之间的热失重主要归因于分 KH550 对无机填料滑石粉的表面修饰作用使滑石粉
子间缔合羟基的分解,而两者在 382~492 ℃为高分 与 PBAT 两相间有较好的相容性,减小了共混体系
子碳链的热降解,两种物质的最大热分解温度也发 中两者之间的阻力,改善了材料的加工性能 [21] ;
生在此阶段。不同的是 K-ADR 在 800 ℃的热解残 K-ADR 的加入使样品 5(K-ADR 的加入量为 PBAT
余量比 ADR4370S 的热解残余量略高,这主要是由 和滑石粉质量的 0.6%)比样品 4 有效降低了最大扭
于 KH550 的存在所致。因此,可证实 K-ADR 基本 矩(由 83.1 N·m 下降到 72.6 N·m),在达到和 PBAT
合成。 有效接枝的基础上减少了 PBAT 和滑石粉间阻力,
表现为最大扭矩降低。与样品 2 相比,样品 5 减少
了 达到最 大扭 矩所用 时间 (由 131.1 s 减少 到
56.9 s),说明 K-ADR 增加了 PBAT 和滑石粉之间的
界面相容性。综上,K-ADR 的加入在保证 PBAT 与
滑石粉两相良好界面的同时,赋予样品具有最大的
平衡扭矩。
图 5 为 PBAT 复合材料的损耗因子(tanδ)-温
度谱图。
图 3 ADR4370S 和 K-ADR 的 TG 曲线
Fig. 3 TG curves of ADR4370S and K-ADR
2.2 PBAT 复合材料的性能
2.2.1 PBAT 复合材料的流变性能
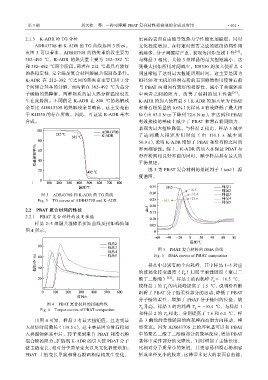
样品 2~5 熔融共混体系扭矩曲线及扭矩峰值如
图 4 所示。
图 5 PBAT 复合材料的 DMA 曲线
Fig. 5 DMA curves of PBAT composites
样品中分别有两个内耗峰,其中样品 1~5 对应
的玻璃化转变温度(T g )归属于柔性链段(聚己二
酸丁二醇酯) [22] 。样品 2 的内耗峰 T g = –16.5 ℃,
较样品 1 的 T g 的内耗峰提高了 1.5 ℃,说明滑石粉
阻碍了 PBAT 分子链柔性部分的运动,降低了 PBAT
分子链的柔性,增加了 PBAT 分子链间的位垒,故
图 4 PBAT 复合材料的扭矩曲线 T g 升高。样品 3 的内耗峰 T g = –10.4 ℃,与样品 1
Fig. 4 Torque curves of PBAT composites
和样品 2 的 T g 相比,分别提高了 7.6 和 6.1 ℃,样
由图 4 可知,样品 3 有最大扭矩值,且达到最 品 3 曲线的柔性链段的内耗峰向高温方向移动,峰
大扭矩时间最长(139.5 s),这主要是因为滑石粉加 型变宽。因为 ADR4370S 上的环氧基可以和 PBAT
入共混物体系中后,转子受到来自 PBAT 和滑石粉 中的聚乙二酸丁二醇酯部分的羧基反应,增加 PBAT
混合物的阻力。扩链剂 K-ADR 的引入使 PBAT 分子 基体中柔性部分的交联度,同时增加了主链长度,
链主链变长、相对分子质量变大以及支化程度增加; 比相对分子质量小的短链,其更容易和滑石粉相容
PBAT 主链变长导致和滑石粉两相结构发生变化, 形成半径更小的胶束,这将带来更大的表面自由能,