
Page 188 - 《精细化工》2022年第5期
P. 188
·1042· 精细化工 FINE CHEMICALS 第 39 卷
质量比为 1∶2、MMA 和 BA 质量比为 1∶1 时, 滑度在 MMA 和 BA 质量比为 1∶1 时达到最大。
NDDM 染色织物不仅具有良好的颜色性能,并且各 NDDM 染色织物手感均显著优于 C.I.分散紫 93 复配
项色牢度均达 4 级及以上,与 C.I.分散紫 93 复配黏 黏合剂染色织物;其中,当核壳质量比为 1∶2、MMA
合剂效果相当,且还原清洗 COD 值为 312.3 mg/L, 和 BA 质量比为 1∶1 时,NDDM 染色织物具有与后
比 C.I.分散紫 93 染色下降了 58%。 者相当的牢度性能。因为聚丙烯酸酯玻璃化转变温
表 5 还探究了聚丙烯酸酯壳对染色织物手感性 度较高时,增大壳材的量会加重织物发硬的现象,
能的影响。固定 MMA 和 BA 的质量比为 1∶0.25 而软单体 BA 比例的提高则有助于提高聚丙烯酸酯
时,随着壳材投料的增加,染色织物的硬挺度提高, 的柔性,减少聚丙烯酸酯壳对织物手感的影响。光
柔软度下降,光滑度提高,相对手感值变大;核壳 滑度则与纤维上聚丙烯酸酯壳的量有关,NDDM 均匀
质量比一定时,随着软单体 BA 投料比增加,制备 分布在纤维表面及纤维间,织物上聚丙烯酸酯的量
的 NDDM 染色织物的硬挺度降低,柔软度提高,光 越多,纤维间的相对缝隙越小,织物的光滑度越好。
表 5 涤纶轧染染色织物的牢度及手感性能
Table 5 Color and hand feeling properties of polyester fabrics
MMA 和 BA 耐摩擦色牢度/级 耐皂洗色牢度/级 还原清洗 相对
核壳质量比 硬挺度 柔软度 光滑度
质量比 干 湿 沾色 变色 COD/(mg/L) 手感值
原涤纶 — — — — — — — 42.07 73.93 71.74
C.I.分散紫 93 — — 2~3 3 3 3~4 745.7 33.58 67.38 79.15 7.99
C.I.分散紫 93 复配黏合剂 — — 4~5 4 4 4 429.6 52.13 49.48 72.54 16.34
NDDM 1∶1 1∶0.25 3 3 3 3~4 502.9 40.78 62.68 81.81 8.50
1∶2 1∶0.25 3~4 3~4 3~4 4 463.1 42.31 59.49 83.50 10.12
1∶3 1∶0.25 3~4 4 4 4~5 413.8 42.56 58.11 85.52 11.23
1∶2 1∶0.5 4 3~4 3~4 4 438.5 41.82 60.03 85.44 10.01
1∶2 1∶1 4~5 4 4 4 312.3 40.02 62.35 86.04 9.03
1∶2 1∶2 4~5 4 4~5 4~5 232.4 37.30 66.44 83.11 7.61
注:染色织物固定焙烘温度 180 ℃、焙烘时间 5 min。“—”表示此条件不适用。
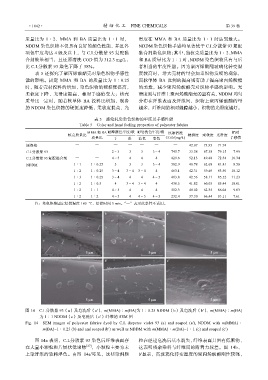
图 14 C.I.分散紫 93(a)及皂洗后(aʹ)、m(MMA)∶m(BA)为 1∶0.25 NDDM(b)及皂洗后(bʹ)、m(MMA)∶m(BA)
为 1∶1 NDDM(c)及皂洗后(cʹ)纤维的 SEM 图
Fig. 14 SEM images of polyester fabrics dyed by C.I. disperse violet 93 (a) and soaped (aʹ), NDDM with m(MMA)∶
m(BA)=1∶0.25 (b) and and soaped (bʹ) as well as NDDM with m(MMA)∶m(BA)=1∶1 (c) and soaped (cʹ)
图 14a 表明,C.I.分散紫 93 染色后纤维表面存 粒在经过皂洗后基本消失,纤维表面只留有低聚物,
在大量小颗粒和片层状低聚物 [27] ,小颗粒主要为未 这表明残余染料与纤维间的附着力较差。图 14b、
上染纤维的染料浮色。由图 14aʹ可见,这些染料颗 bʹ显示,高玻璃化转变温度的聚丙烯酸酯刚性较强,