
Page 224 - 《精细化工》2023年第8期
P. 224
·1838· 精细化工 FINE CHEMICALS 第 40 卷
2.6 复合涂层吸水率分析 从图 7 可以看出,交联剂 TMP 的加入使得复合
图 6 是复合材料的吸水率测试图。吸水率是衡 涂层表面水接触角略有增大,TMP 和改性 CNC 同
量涂层耐水性能的重要指标,对其抗腐蚀性能有重 时添加时复合涂层水接触角增加明显,表明 TMP 与
要影响。从图 6 可以看出,所有样品在水中浸泡 48 h 改性 CNC 的引入可以协同提高复合薄膜的疏水性。
后吸水率趋于稳定。样品 WPU-N-TMP 的吸水率最 当改性 CNC 的添加量为 1.5%时复合涂层水接触角
高,达到 21%左右;添加 TMP 后,由于内部交联使 增加到 80.9°,这可以解释为 WPU 在固化过程中,
薄膜对水分子的渗透起到一定的阻碍作用,样品 低表面能的疏水性 Si—O—Si 键和 Si—O—C 键部分
WPU-CNC-0.0 的吸水率降为 17%左右。随着 TMP 迁移到表面,导致其表面张力降低,使疏水性得到
一定提升。
与改性 CNC 共同添加,复合材料的吸水率大幅降
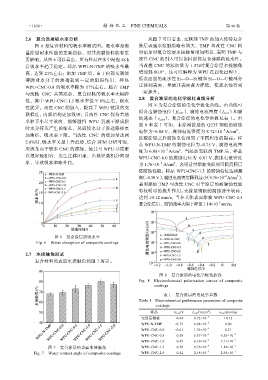
2.8 复合涂层的电化学极化曲线分析
低,其中 WPU-CNC-1.5 吸水率低至 6%左右,耐水
图 8 为复合涂层的电化学极化曲线。由曲线可
性优异。改性 CNC 的加入,提高了 WPU 链段的交
拟合出腐蚀电位(E corr )、腐蚀电流密度(I corr )和腐
联程度,内部结构更加致密;且改性 CNC 保持着纳
蚀速率(v corr ),复合涂层的电化学参数见表 1。由
米粒子小尺寸效应,能够阻挡 WPU 乳液干燥成膜
图 8 和表 1 可知,未涂覆涂层的 Q235 钢板的腐蚀
时水分挥发产生的缩孔,从而使水分子渗透路径更
–4
2
电位为–0.84 V,腐蚀电流密度为 8.72×10 A/cm ,
加曲折,吸水率下降。当改性 CNC 的添加量达到
涂覆涂层之后腐蚀电位得到了不同程度的提高。样
2.0%时,吸水率又呈上升趋势,结合 SEM 分析可知,
品 WPU-N-TMP 的腐蚀电位为–0.75 V,腐蚀电流密
应该是由于较多 CNC 的添加,使其与 WPU 基质难
2
–5
度为 6.88×10 A/cm ,当添加交联剂 TMP 后,样品
以很好地相容,发生迁移团聚,出现轻微相分离现 WPU-CNC-0.0 的腐蚀电位为–0.61 V,腐蚀电流密度
象,导致吸水率略升高。 为 1.76×10 A/cm ,表明适量添加交联剂可提高膜层
–5
2
防腐蚀性能。样品 WPU-CNC-1.5 的腐蚀电位达到最
2
–8
高(–0.38 V),腐蚀电流密度降到最小(9.76×10 A/cm ),
表明添加 TMP 与改性 CNC 对于涂层的耐腐蚀性能
有较明显的提升作用。无涂层钢板的腐蚀速率较高,
达到 10.12 mm/a,当在基体表面涂覆 WPU-CNC-1.5
–3
复合涂层后,腐蚀速率大幅下降至 1.14×10 mm/a。
图 6 复合涂层的吸水率
Fig. 6 Water absorption of composite coatings
2.7 水接触角测试
复合材料的表面水接触角如图 7 所示。
图 8 复合涂层的电化学极化曲线
Fig. 8 Electrochemical polarization curves of composite
coatings
表 1 复合涂层的电化学参数
Table 1 Electrochemical performance parameters of composite
coatings
2
样品 E corr/V I corr/(A/cm ) v corr/(mm/a)
无涂层钢板 –0.84 8.72×10 –4 10.12
WPU-N-TMP –0.75 6.88×10 –5 0.80
WPU-CNC-0.0 –0.61 1.76×10 –5 0.21
–2
WPU-CNC-0.5 –0.50 5.37×10 –6 6.26×10
–7 –3
WPU-CNC-1.0 –0.45 6.10×10 7.11×10
–3
图 7 复合涂层的表面水接触角 WPU-CNC-1.5 –0.38 9.76×10 –8 1.14×10
–3
Fig. 7 Water contact angle of composite coatings WPU-CNC-2.0 –0.42 2.18×10 –7 2.54×10