
Page 221 - 《精细化工》2023年第8期
P. 221
第 8 期 张兴华,等: 改性纤维素纳米晶/水性聚氨酯防腐涂料的制备 ·1835·
1.2.2 改性 CNC/WPU 复合乳液的制备 板表面。涂层先在室温下自然干燥 48 h,后置于 60 ℃
将 PPG、DEG 在 100 ℃进行干燥处理 2 h 备用。 烘箱中干燥 6 h,获得复合材料涂层,室温下测量涂
在装有搅拌杆、冷凝回流装置的三口烧瓶中加入 层厚度为(60±3) µm。
10 g PPG 和 11.2 g IPDI,于 85 ℃反应 2 h。随后加 1.3 测试与表征
入 0.95 g DMPA 反应 1 h;降温至 70 ℃,加入 1.95 g 采用傅里叶变换红外光谱仪与 X 射线衍射仪对
DEG、0.43 g TMP(以 PPG 和 IPDI 总质量为基准, 改性前后的 CNC 进行分析。采用电子万能试验机,
占 2%)及 0.01 mL 催化剂 DBTDL,反应 1 h,得到 按 GB/T 1040.3—2006 标准对复合薄膜拉伸性能进
WPU 预聚体。将计量的改性 CNC(按 PPG 和 IPDI 行测试。采用 SEM 对改性 CNC 及复合薄膜的表面
总质量的 0、0.5%、1.0%、1.5%、2.0%添加)超声 形貌进行观察。根据 HG/T 3344—2012 标准制样并
分散于 10 mL 丙酮中,缓慢滴入上述 WPU 预聚体 测试复合薄膜的吸水率。采用接触角测量仪对复合
中,继续反应 1 h,之后降温至 40 ℃,加入 0.72 g 薄膜的表面水接触角进行测试。
TEA 中和反应 30 min。最后加入 80 mL 去离子水和 通过测试动电位极化曲线和电化学交流阻抗谱
0.55 g EDA,于 1500 r/min 转速下乳化 30 min,反 (EIS)来评估复合涂层的耐腐蚀性能。测试条件:
应结束;旋蒸除去丙酮,得到改性 CNC/WPU 复合 工作电极为涂覆复合涂层的 Q235 钢,参比电极为
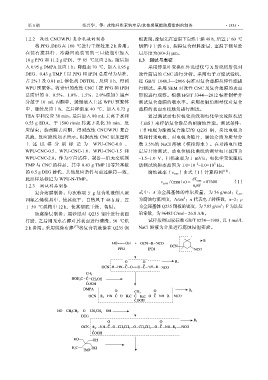
乳液,反应路线如下所示。根据改性 CNC 添加量将 饱和甘汞电极,对电极为铂片,腐蚀介质为质量分
上述试 样分别 标记为 WPU-CNC-0.0 、 数 3.5%的 NaCl 溶液(模拟海水)。在开路电压稳
WPU-CNC-0.5、WPU-CNC-1.0、WPU-CNC-1.5 和 定后开始测试,动电位极化曲线的测量电压范围为
WPU-CNC-2.0。作为空白试样,制备一组无交联剂 –1.5~1.0 V,扫描速率为 1 mV/s;电化学交流阻抗
–2
5
TMP 与 CNC 的样品,其中 0.43 g TMP 用等羟基数 谱测试的频率范围为 1.0×10 ~1.0×10 Hz。
的 0.5 g DEG 替代,其他反应条件与前述保持一致, 腐蚀速率(v corr )由式(1)计算得到 [18] :
此组样品标记为 WPU-N-TMP。 AI
v corr / (mm / a) corr 8 0076 (1)
1.2.3 测试样品制备 n F
复合薄膜制备:每次称取 5 g 复合乳液倒入聚 式中:A 为金属基体的摩尔质量,为 56 g/mol;I corr
2
四氟乙烯模具中,使其流平,自然风干 48 h 后,置 为腐蚀电流密度,A/cm ;n 代表电子转移数,n=2;ρ
3
于 50 ℃烘箱中 12 h,使其彻底干燥,备用。 为金属基体 Q235 钢板的密度,为 7.85 g/cm ;F 为法拉
防腐涂层制备:用砂纸对 Q235 钢片进行表面 第常数,为 96485 C/mol= 26.8 A/h。
打磨,之后用无水乙醇对其表面进行清洗,50 ℃烘 试样按照国家标准 GB/T 9274—1988,以 1 mol/L
2 h 备用。采用线涂布棒 [17] 将复合乳液涂在 Q235 钢 NaCl 溶液为介质进行腐蚀浸泡实验。