
Page 105 - 精细化工2019年第10期
P. 105
第 10 期 刘落恺,等: 静电纺 PPEK/SiO 2 锂离子电池隔膜的制备及性能 ·2071·
可以看出,采用静电纺丝制备的纤维膜,其孔
隙率和吸液率均高于 PP 隔膜,这是由于静电纺丝构
造的三维孔洞结构有助于孔隙率和吸液率的提高。
对于 PPEK 电纺纤维膜,随着 SiO 2 质量分数的增加,
纤维膜的孔隙率和吸液率逐渐增加,其中,PPEK
的孔隙率和吸液率分别为 179%和 1031%。这是由于
随着 SiO 2 质量分数的增加,纤维的直径增大,纤维
搭接形成的空间变大,孔隙率增加,更大的孔隙率
和 SiO 2 的存在使其具有更高的吸液率 [20] 。
2.3 电解液浸润性
隔膜的电解液浸润性影响锂离子电池性能,贫
乏的电解液浸润性会影响锂离子电池的长期循环性
能和电池装配。图 2 为 PP 隔膜和 PPEK 电纺纤维膜
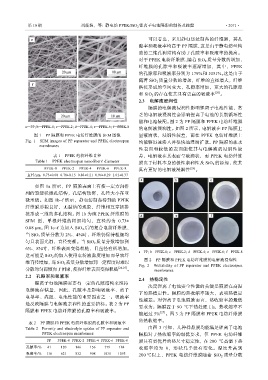
a—PP;b—PPEK-0;c—PPEK-2;d—PPEK-4;e—PPEK-6;f—PPEK-8 的电解液浸润性。如图 2 所示,电解液在 PP 隔膜上
图 1 PP 隔膜和 PPEK 电纺纤维膜的 SEM 图像 呈液滴状,浸润性较差,而在 PPEK 电纺纤维膜上
Fig. 1 SEM images of PP separator and PPEK electrospun 均能够迅速渗入并很快地浸润扩散。PP 隔膜的疏水
membranes
性表面和较低的表面能使其与电解液的浸润性较
表 1 PPEK 电纺纤维直径 差,电解液在其表面呈液滴状,而 PPEK 电纺纤维
Table 1 PPEK electrospun nanofibers' diameter 膜由于材料本身的极性亲和性及 SiO 2 的添加,使其
PPEK-0 PPEK-2 PPEK-4 PPEK-6 PPEK-8 具有更好的电解液浸润性 [26] 。
直径/μm 0.73±0.08 0.78±0.15 0.88±0.21 0.96±0.29 1.01±0.37
如图 1a 所示,PP 隔膜表面上有按一定方向排
列的裂缝状微孔结构,孔结构致密,孔径大小在亚
微米级。如图 1b~f 所示,静电纺制备得到的 PPEK
纤维膜形貌良好,无黏结的现象,纤维相互穿插搭
接形成三维的多孔结构。图 1b 为纯 PPEK 纤维膜的
SEM 图,单根纤维的粗细均匀,直径约为 0.73±
0.08 μm。图 1c~f 为加入 SiO 2 后的复合电纺纤维膜,
当 SiO 2 质量分数为 2%、4%时,纤维仍保持粗细均
匀且表面光滑,直径变粗。当 SiO 2 质量分数增加到
6%、8%时,纤维表面变得粗糙,且直径有所增加。
a—PP;b—PPEK-0;c—PPEK-2;d—PPEK-4;e—PPEK-6;f—PPEK-8
这可能是 SiO 2 的加入使得电纺液黏度增加而导致纤
图 2 PP 隔膜和 PPEK 电纺纤维膜的电解液浸润性
维直径增加,当 SiO 2 质量分数增加到一定程度时难以 Fig. 2 Wettability of PP separator and PPEK electrospun
分散均匀而倾向于团聚,使得纤维表面变得粗糙 [24-25] 。 membranes
2.2 孔隙率和吸液率
2.4 热稳定性
锂离子电池隔膜需要有一定的孔隙结构来维持
决定锂离子电池安全性能的关键是隔膜在高温
电解液存储量,因此,孔隙率是影响吸液率、离子
下的热稳定性。隔膜的热收缩率越大,表明热稳定
电导率、内阻、电池性能的重要因素之一。吸液率
性越差。对锂离子电池隔膜而言,热收缩率的最低
是反映隔膜与电解液亲和性的重要指标。表 2 为 PP
要求为:隔膜置于 90 ℃下热处理 1 h,热收缩率不
隔膜和 PPEK 电纺纤维膜的孔隙率和吸液率。 能超过 5% [27] 。图 3 为 PP 隔膜和 PPEK 电纺纤维膜
表 2 PP 隔膜和 PPEK 电纺纤维膜的孔隙率和吸液率 的热收缩率。
Table 2 Porosity and electrolyte uptake of PP separator and 由图 3 可知,几种样品膜均能满足锂离子电池
PPEK electrospun membranes 隔膜对于热收缩率的最低要求,但 PPEK 电纺纤维
PP PPEK-0 PPEK-2 PPEK-4 PPEK-6 PPEK-8 膜具有更优异的热尺寸稳定性,在 200 ℃高温下热
孔隙率/% 41 120 146 156 179 184 收缩率均为 0,形状几乎没有变化。温度升高到
吸液率/% 116 621 832 908 1031 1095 200 ℃以上,PPEK 电纺纤维膜随着 SiO 2 质量分数