
Page 144 - 201809
P. 144
·1570· 精细化工 FINE CHEMICALS 第 35 卷
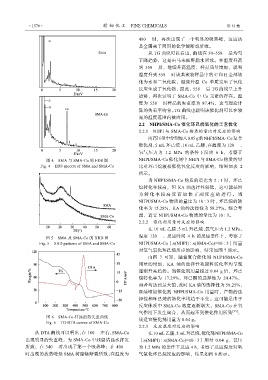
480 ¥时,再次出现了一个明显的吸热峰,这应该
是金属离子周围的化学键断裂所致。
从 TG 曲线可以看出,曲线在 50~558 ¥呈均匀
下降趋势,这是由马来酸酐脱水所致。在温度升高
到 558 ¥后,继续升高温度,样品质量增加,说明
温度升到 558 ¥时该共聚物样品中的 C 和 H 全部转
化为水和二氧化碳,继续升温 Co 单质发生了氧化
反应生成了氧化物,因此,558 ¥后 TG 曲线呈上升
趋势,再次证明了 SMA-Co 中 Co 元素的存在。温
度为 558 ¥时样品的失重率为 87.4%,这与理论计
算的失重率吻合。TG 曲线也说明该催化剂可以在较
宽的温度范围内被应用。
2.2 NHPI/SMA-Co 催化环己烷氧化的工艺优化
2.2.1 NHPI 与 SMA-Co 物质的量比对反应的影响
向高压釜中分别加入0.05 g的NHPI/SMA- Co 复合
催化剂,5 mL 环己烷,10 mL 乙腈,在温度为 120 ¥、
氧气压力为 1.2 MPa 的条件下反应 6 h,考察了
图 4 SMA 与 SMA-Co 的 EDS 图 NHPI/SMA-Co 催化剂中 NHPI 与 SMA-Co 物质的量
Fig. 4 EDS spectra of SMA and SMA-Co 比对环己烷液相催化氧化反应的影响,结果如表 2
所示。
当 NHPI/SMA-Co 物质的量比为 2 : 1 时,环己
烷转化率较高,但 KA 油选择性较低,这可能是因
为 转化率 较高 反而加 快了 副反应 的进 行。 当
NHPI/SMA-Co 物质的量比为 10 : 3 时,环己烷的转
化率为 15.28%,KA 油的选择性为 58.27%。综合考
虑,适宜 NHPI/SMA-Co 物质的量比为 10 : 3。
2.2.2 催化剂用量对反应的影响
在 10 mL 乙腈、5 mL 环己烷、氧气压力 1.2 MPa、
温度 120 ¥、反应时间 4 h 的反应条件下,考察了
图 5 SMA 及 SMA-Co 的 XRD 图
Fig. 5 XRD patterns of SMA and SMA-Co NHPI/SMA-Co〔n(NHPI) : n(SMA-Co)=10 : 3〕用量
对氧气氧化环己烷反应的影响,结果如图 7 所示。
由图 7 可知,随着复合催化剂 NHPI/SMA-Co
用量的增加,KA 油的选择性和原料转化率均呈现
逐渐升高趋势。当催化剂用量超过 0.04 g 后,环己
烷转化率为 17.29%,环己酮的选择性为 24.47%,
两者均达到最大值,此时 KA 油的选择性为 58.25%,
继续增加催化剂 NHPI/SMA-Co 用量时,产物的选
择性和环己烷的转化率均趋于不变。这可能是由于
反应体系中 SMA-Co 浓度逐渐增大,SMA-Co 在氧
[15]
气作用下发生聚合,从而起不到催化作用所致 ,
图 6 SMA-Co 样品的热失重曲线 故适宜催化剂用量为 0.04 g。
Fig. 6 TG-DTA curves of SMA-Co
2.2.3 反应温度对反应的影响
从 DTA 曲线可以看出,在 100 ¥左右,SMA-Co 在10 mL乙腈、5 mL环己烷、催化剂NHPI/SMA-Co
出现明显的失重峰,为 SMA-Co 中残留结晶水挥发 〔n(NHPI) : n(SMA-Co)=10 : 3〕用量 0.04 g、氧压
所致;在 340 ¥时出现了第一个吸热峰;在 406 ¥ 为 1.2 MPa 的条件下反应 4 h,考察了反应温度对氧
时出现的放热峰是 SMA 树脂链断裂所致;在温度为 气氧化环己烷反应的影响,结果如图 8 所示。