
Page 132 - 精细化工2019年第12期
P. 132
·2460· 精细化工 FINE CHEMICALS 第 36 卷
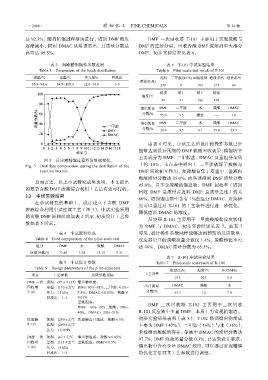
达 92.3%;随着精馏过程继续进行,塔顶 DMF 浓度 DMF 一次回收塔 T-101 主要用于实现羧酸与
逐渐减小,同时 DMAC 从塔顶蒸出,其质量分数最 DMF 的连续分离,回收含酸 DMF 废溶剂中大部分
高可达 99.5%。 DMF,初步实验结果见表 6。
表 3 间歇精馏操作参数范围 表 6 T-101 中试实验结果
Table 3 Parameters of the batch distillation Table 6 Pilot-scale test result of T-101
顶温/℃ 釜温/℃ 压力/kPa 回流比 进料 二甲胺/(m /h) 回流流量 塔顶采出 塔釜采出
3
流量/(L/h)
30.9~84.6 69.9~109.3 12.8~14.0 1~6 250 8 105 215 60
塔顶 塔上 塔下 塔釜
温度/℃
89 91 106 107
馏出质量 DMF 二甲胺 水 羧酸 D M A C
分数/% 95.0 3.5 微量 — 1 . 0
塔釜质量 DMF 二甲胺 水 羧酸 D M A C
分数/% 20.0 9.5 0.1 35.0 23.5
由表 6 可见,中试工艺所设计的操作参数已经
能够达到设计预期的 DMF 脱酸回收效果:精馏塔釜
主要成分为 DMF、二甲胺盐、DMAC 及重组分杂质
图 5 反应液精馏过程塔顶组成变化
Fig. 5 Distillate composition during the distillation of the (约 10%,未在表中列出),二甲胺破坏了羧酸与
reaction mixture DMF 间的相互作用,使羧酸富集于塔釜中,釜液内
羧酸质量分数达 35.0%;而塔顶得到 DMF 质量分数
总而言之,以上小试研究成果表明,本文提出
95.0%,且不含羧酸的馏出物,DMF 回收率(塔顶
的复杂含酸 DMF 废液综合利用工艺是有效可行的。
回收 DMF 总质量占进料 DMF 总质量之比)约为
2.2 中试实验结果
80%。塔顶馏出物中含有 1%重组分 DMAC,后续研
在小试研究的基础上,设计建立了含酸 DMF
究可以通过对 T-101 的工艺条件进行进一步优化,
溶液综合利用中试连续工艺(图 3),中试实验所用
降低塔顶 DMAC 的浓度。
的含酸 DMF 原料组成如表 4 所示,初步设计工艺参
反应器 R-101 主要用于二甲胺羧酸盐反应转化
数如表 5 所示。
为 DMF 与 DMAC,初步实验结果见表 7。由表 7
表 4 中试原料组成 可见,设计操作参数同样能够达到预期的反应效果,
Table 4 Feed composition of the pilot-scale test 反应器出口的羧酸质量分数仅 1.4%,羧酸转化率可
组分 D M F 水 羧酸 D M A C 达 96%,DMAC 质量分数为 65.3%。
质量分数/% 73.41 3.28 13.15 5.31
表 7 R-101 中试实验结果
表 5 中试设计参数 Table 7 Pilot-scale test result of R-101
Table 5 Design parameters of the pilot-scale test
流量/(L/h) 温度/℃ 压力/MPa
项目 工艺参数 质量分数指标 工艺条件
215 203 1.0
DMF 一次 顶温:(87.6±1)℃ 馏出物组成:
回收塔 釜温:(110±2)℃ DMF:90%~92%,二甲胺:4.5%~ 出口质量 DMAC 羧酸 水
T-101 压力:15 kPa 7.8%,DMAC≤0.05%,羧酸≤ 分数/% 65.3 1.4 7.0
回流比:1~3 0.01%
釜液组成: DMF 二次回收塔 T-102 主要用于二次回收
DMF:16%~19%,羧酸:30%~
40%,DMAC:20%~31% R-101 反应液中少量 DMF,本质上为常规精馏塔。
反应器 顶温:(200±2)℃ 反应器出口组成:羧酸≤5% 初步实验结果表明(表 8),T-102 塔顶馏出物组成
R-101 底温:(200±2)℃ 主要为 DMF(47%)、二甲胺(16%)与水(36%),
压力:1.0 MPa
未检测到羧酸的存在;釜液中 DMAC 的质量分数达
DMF 二次 顶温:(67±1)℃ 馏出物组成:羧酸≤0.05% 97.7%,DMF 残余质量分数 0.3%,已达到设计要求。
回收塔 釜温:(115±2)℃ 釜液组成:DMF≤0.5%
T-102 压力:15 kPa 馏出物中含有少量 DMAC 残留,可以通过常规精馏
回流比:1~3 塔优化方法对其工艺参数进行调整。