
Page 143 - 《精细化工》2021年第5期
P. 143
第 5 期 徐 涓,等: 液气射流技术改进单宁酸氧化制备高纯度鞣花酸 ·997·
质量浓度为 25 g/L、反应时间 8 h、反应温度 20 ℃ 呈先降后趋于平稳的趋势;当单宁酸质量浓度为 10
+
+
+
时,探究了不同金属离子 Na 、K 和 NH 4 对鞣花酸 g/L 时,鞣花酸纯度相对较高为 71.65%;单宁酸质
粗品的得率及纯度的影响,结果如图 2 所示。 量浓度增至 25 g/L 时鞣花酸纯度降为 60.11%;若继
续增大单宁酸质量浓度对鞣花酸纯度的影响不大。
可能原因是单宁酸分子中存在大量的酚羟基和苯
环,随着单宁酸质量浓度的增加其氢键和疏水作用
使其发生分子间缔合,单宁酸溶液处于分子聚集态,
以胶体的形式存在于溶液中,使其反应不完全,从
而影响鞣花酸粗品得率和纯度。虽然单宁酸质量浓
度为 10 g/L 时,鞣花酸粗品得率和纯度均较高,但
由于其质量浓度较低,实际生产效率并不高。综合
考虑,选取单宁酸质量浓度 25 g/L 较适宜。
2.1.3 反应时间对鞣花酸粗品得率及纯度的影响
图 2 不同金属离子对鞣花酸粗品得率及纯度的影响
Fig. 2 Effect of different metal ions on yield and purity of 固定单宁酸质量浓度为 25 g/L,引入金属离子
+
ellagic acid Na ,在温度 20 ℃分别反应 1、2、3、4、5、6、7、
8、9 h,考察反应时间对鞣花酸粗品得率及纯度的
由图 2 可知,金属离子对鞣花酸粗品的得率及 影响,结果如图 4 所示。
+
+
+
纯度的影响顺序依次为 Na >K >NH 4 。其中,Na +
参与反应时,鞣花酸粗品的得率和纯度分别为
+
52.10%和 60.11%,而引入 K 其得率和纯度分别降
+
+
为 26.92%和 31.11%,约为 Na 的 1/2,引入 NH 4 生
+
成的鞣花酸得率和纯度与 K 相比分别低 8.60%和
+
5.56%。因此,后期实验选取 Na 参与鞣花酸的制备。
2.1.2 单宁酸质量浓度对鞣花酸粗品得率及纯度的
影响
+
引入金属离子 Na ,在温度 20 ℃反应 8 h,分
别考察单宁酸水溶液的质量浓度为 10、25、50、75、
100 g/L 对鞣花酸粗品得率及纯度的影响,见图 3。
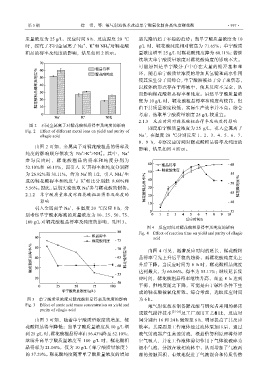
图 4 反应时间对鞣花酸粗品得率及纯度的影响
Fig. 4 Effect of reaction time on yield and purity of ellagic
acid
由图 4 可见,随着反应时间的延长,鞣花酸粗
品得率呈先上升后平稳的趋势,而鞣花酸纯度先上
升后下降。当反应时间为 6 h 时,鞣花酸粗品纯度
达到最大,为 60.06%,得率为 55.11%;继续延长反
应时间,鞣花酸粗品得率继续升高,直至 8 h 达到
平衡,但纯度随之下降,可能是由于碱性条件下生
成的鞣花酸被氧化所致。综合考虑,选取反应时间
图 3 单宁酸质量浓度对鞣花酸粗品得率及纯度的影响 为 6 h。
Fig. 3 Effect of annic acid mass concentration on yield and 液气射流技术制备鞣花酸与研究者采用的摇床
purity of ellagic acid [25-26]
或鼓气搅拌技术 及工厂现用工艺相比,反应时
由图 3 可知,随着单宁酸质量浓度的增加,鞣 间分别由 16 和 24 h 缩短至 6 h,明显提高了其反应
花酸粗品得率降低;当单宁酸质量浓度从 10 g/L 增 效率。其原因是工作液体经过流体泵加压后,通过
到 25 g/L 时,鞣花酸粗品得率由 56.43%降至 52.10%; 液气射流器产生高速射流,根据伯努利原理将外界
继续升高单宁酸质量浓度至 100 g/L 时,鞣花酸粗 空气吸入,并在工作液体剪切作用下气体被破碎为
品得率为 21.04%,仅为 10 g/L(单宁酸质量浓度) 细小气泡,分散在液相流体中,从而增加了气液两
的 37.29%。鞣花酸纯度随着单宁酸质量浓度的增加 相的接触面积,有效地促进了气液混合和传质传热