
Page 144 - 《精细化工》2021年第5期
P. 144
·998· 精细化工 FINE CHEMICALS 第 38 卷
过程,加快了化学反应速率 [25-26] ,实现了单宁酸高 而升高,当 pH 为 4.5 时,冰醋酸酸化后鞣花酸的收率
通量界面氧化效益。 和纯度分别为 46.72%和 84.55%,继续降低 pH 至 4.0
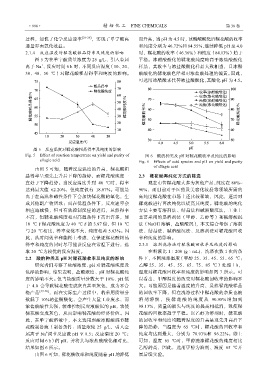
2.1.4 反应温度对鞣花酸粗品得率及纯度的影响 时,鞣花酸的收率(46.36%)和纯度(84.13%)趋于
图 5 为在单宁酸质量浓度为 25 g/L、引入金属 平稳。冰醋酸酸化的鞣花酸纯度略高于浓盐酸酸化
+
离子 Na 、反应时间 6 h 时,不同反应温度(10、20、 样品,其收率与浓盐酸酸化样品大致相当,且冰醋
30、40、50 ℃)对鞣花酸粗品得率和纯度的影响。 酸酸化的鞣花酸色泽相对浓盐酸处理的偏黄。因此,
可选用冰醋酸来代替浓盐酸酸化,其酸化 pH 为 4.5。
图 5 反应温度对鞣花酸粗品得率及纯度的影响
Fig. 5 Effect of reaction temperature on yield and purity of 图 6 酸的种类及 pH 对鞣花酸收率及纯度的影响
ellagic acid Fig. 6 Effects of acid species and pH on yield and purity
of ellagic acid
由图 5 可知,随着反应温度的升高,鞣花酸粗
品得率呈现先上升后下降的趋势,而鞣花酸纯度一 2.3 鞣花酸再纯化方式的筛选
直处于下降趋势。当反应温度升到 40 ℃时,得率 现在市售鞣花酸大多为灰色产品,纯度在 80%~
达到最大值 62.20%,但纯度仅有 18.07%。可能是 90%,而目前对于医药及美容化妆品等领域所需的
由于在高温和碱性条件下会加快鞣花酸的氧化,生 高纯度鞣花酸在市场上还比较稀缺,因此,还需对
成其他副产物所致;而在低温条件下,反应速率会 鞣花酸进行再次纯化以提高其纯度。鞣花酸的纯化
相应地减慢,但可有效控制反应的进行,虽然得率 方法主要有溶剂法、结晶法和碱溶酸沉法,工业上
不高,但鞣花酸纯度相对高温条件下高出许多,如 主要采用的是溶剂法(甲醇、乙醇等)和碱溶酸沉
10 ℃下鞣花酸纯度为 40 ℃下的 3.97 倍,但 10 ℃ 法(NaOH 溶解,盐酸酸沉),本文综合考察了溶剂
与 20 ℃相比,得率变化不大,纯度相差 5.63%。因 法、结晶法、碱溶酸沉法、反溶剂法对鞣花酸回收
此,从时间效率和能耗上考虑,在保证鞣花酸粗品 率和纯度的影响。
得率和纯度的同时尽可能让反应在常温下进行,选 2.3.1 溶剂洗涤法对鞣花酸回收率及纯度的影响
取 20 ℃为较优的反应温度。 在料液比 1∶200 (g∶mL)、洗涤次数 1 次的条
2.2 酸的种类及 pH 对鞣花酸收率及纯度的影响 件下,不同洗涤温度(甲醇 25、35、45、55、65 ℃;
研究者们考察了盐酸浓度、pH 对鞣花酸纯度及 乙醇 25、35、45、55、65、75、85 ℃)处理 1 h,
色泽的影响,结果表明,盐酸浓度、pH 对鞣花酸纯 温度对鞣花酸回收率和纯度的影响如图 7 所示。可
度的影响不大。但当盐酸质量分数大于 10%、pH 低 以看出,甲醇温度的改变对鞣花酸回收率的影响不
于 4.0 会导致鞣花酸变成灰白甚至灰色,成为不合 大。可能原因是随着温度的升高,虽然鞣花酸样品
格产品 [27-28] ,而在实际生产过程中,若采用质量分 的回收率下降,但在洗涤过程中鞣花酸的杂质也被
数低于 10%的盐酸酸化,会产生大量工业废水,而 溶剂溶解, 使鞣花酸的 纯度从 90.95% 增加到
浓盐酸酸性太强,较难控制反应液酸沉的 pH,致使 98.13%,质量的损失与纯度的提高相抵消,致使鞣
鞣花酸变成灰色,从而影响鞣花酸的经济价值。因 花酸的回收率趋于平稳。以乙醇为溶剂时,鞣花酸
此,在单宁酸溶液中,本文选用弱酸冰醋酸调节鞣 的回收率和纯度均随着温度的升高呈现先升高后下
花酸制备液(制备条件:质量浓度 25 g/L,引入金 降的趋势,当温度为 65 ℃时,鞣花酸的回收率和
+
属离子 Na 调节反应液 pH 至 8.5;反应温度 20 ℃; 纯度均达到最大,分别为 78.93%和 96.22%。综上
反应时间 6 h)的 pH,并将其与浓盐酸酸化相对比, 可知,温度 65 ℃时,甲醇洗涤鞣花酸的纯度相比
结果如图 6 所示。 乙醇的高,因此,选用甲醇为溶剂、温度 65 ℃开
由图 6 可知,鞣花酸收率和纯度随着 pH 的降低 展后续实验。