
Page 230 - 《精细化工》2023年第5期
P. 230
·1150· 精细化工 FINE CHEMICALS 第 40 卷
[8]
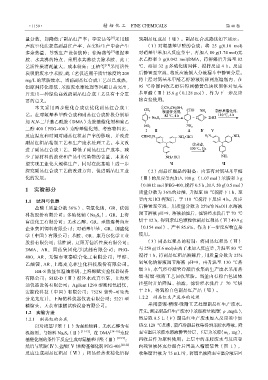
量分数,却降低了副品红产率;李宏达等 采用超 到副品红成品(Ⅶ)。副品红合成路线如下所示:
声波空化法提高副品红产率,在实际生产中会产生 (1)对氨基苯甲醛的合成:将 25 g(0.18 mol)
[9]
多余热量,导致生产设备故障;徐海燕等 根据苯 对硝基甲苯加入反应釜中,再加入 80 g(1.74 mol)无
胺、水共沸的特点,采用水共沸法去除苯胺,此工 水乙醇和 3 g(0.042 mol)DMA,待溶解后升温至 82
艺活性炭消耗量大,成本较高;王格等 [10] 采用活性 ℃,添加 32 g 多硫化钠固体,搅拌反应 4 h。反应
炭吸附废水中苯胺,此工艺仅适用于质量浓度约 200 后静置至室温,将反应液倒入分液漏斗中静置分层。
mg/L 的苯胺废水。当前副品红合成工艺虽已成熟, 将上层对氨基苯甲醛乙醇溶液转移到蒸馏瓶内,在
但原料转化率低、苯胺废水难处理等问题日益突出, 95 ℃冷凝回收乙醇后得到橘黄色块状固体对氨基
开发出一种绿色高效的副品红合成工艺具有十分重 苯甲醛(Ⅲ)15.6 g(0.128 mol),作为下一步反应
要的意义。 物直接使用。
本文采用两步催化合成法优化副品红合成工
艺。在对氨基苯甲醛合成和副品红合成阶段分别添
加 N,N-二甲基乙酰胺(DMA)为胺基催化剂和聚乙
二醇 400(PEG-400)为醇基催化剂,考察物料比、
反应温度和时间对副品红粗品产率的影响,并改进
副品红粗品精制工艺和生产废水处理工艺。本文改
进了副品红合成工艺,降低了副品红生产成本,减
少了原材料的浪费和产品中污染物的含量,未来有
望实现工业化大规模生产,同时在此基础上进一步
探究副品红合成工艺的改进方向,促进副品红工业 (2)副品红粗品的制备:向装有对氨基苯甲醛
化的发展。 (Ⅲ)的反应釜内加入 100 g (1.07 mol)苯胺和 3 g
(0.0012 mol)PEG-400,搅拌 0.5 h,加入 50 g(0.5 mol)
1 实验部分
质量分数为 36%的盐酸,升温至 80 ℃搅拌下 1 h,至
1.1 试剂与仪器 釜内无 HCl 挥发后,于 110 ℃搅拌下反应 4 h。反应
盐酸(质量分数 36%)、氢氧化钠,GR,杭锦 后静置至室温,用质量分数为 25%的 NaOH 水溶液
科技股份有限公司;多硫化钠(Na 2S x),GR,上海 调节溶液 pH=9,溶液抽滤后,滤饼经水洗后于 70 ℃
富蔗化工有限公司;无水乙醇,GR,承德避暑山庄 烘干 12 h,得到紫红色颗粒状副品红粗品(Ⅵ)49.9 g
企业集团饲料有限公司;对硝基甲苯,GR,朗盛化 (0.154 mol)、产率 85.6%,作为下一步反应物直接
学(中国)有限公司;苯胺,GR,康乃尔化学工业 使用。
股份有限公司;活性炭,辽阳万信活性炭有限公司; (3)副品红粗品的精制:将副品红粗品(Ⅵ)
DMA,AR,国药集团化学试剂有限公司;PEG- 与 250 g(15.6 mol)去离子水加入反应釜,升温至 80 ℃
400,AR,无锡市亚泰联合化工有限公司;甲醇、 搅拌 1 h,待副品红粗品溶解后,用质量分数为 25%
乙酸铵,AR,上海麦克林生化科技股份有限公司。 氢氧化钠溶液调节溶液 pH=9,再升温至 130 ℃蒸
馏 3 h,水气经冷凝管冷凝后收集的生产废水采用蒸
HH-S 数显恒温油浴锅,上海锦赋实验仪器设备
有限公司;SHZ-D(Ⅲ)循环水式真空泵,上海鹰 馏-精馏-吸附工艺回收苯胺。当釜内有粉白色固体
迪仪器设备有限公司;Agilent 1290 型液相色谱仪, 挂壁时开始降温、抽滤,滤饼经水洗后于 70 ℃烘
安捷伦科技(中国)有限公司;752N 紫外-可见光 干 2 h,得到粉白色副品红产品(Ⅶ)。
分光光度计,上海佑科仪器仪表有限公司;5221 型 1.2.2 副品红生产废水的处理
精馏头,天长市康鹏试验设备有限公司。 采用蒸馏-精馏-吸附工艺处理副品红生产废水。
1.2 实验方法 首先,测定副品红生产废水中苯胺质量浓度 (ρ,mg/L),
1.2.1 副品红的合成 然后取 0.5 L(V)副品红生产废水加入反应釜中加
以对硝基甲苯(Ⅰ)为起始物料、无水乙醇为有 热至 120 ℃煮沸,蒸汽冷凝后收集得到苯胺水溶液,降
机溶剂,与物料 Na 2S x (Ⅱ) [11-13] ,在 DMA [14-16] 为胺 至室温后苯胺水溶液静置分层,下层为苯胺(m 1 ,mg),
基催化剂的条件下反应生成对氨基苯甲醛(Ⅲ) [17-19] ; 回收后作为原料使用;上层中的苯胺废水与反应釜
然后与苯胺(Ⅳ)、盐酸(Ⅴ)和醇基催化剂 PEG-400 [20-22] 内残留液体充分混合后再进入精馏装置(图 1),
反应生成副品红粗品(Ⅵ);粗品经蒸煮精化后得 收集馏出液为 75 mL 时,将馏出液降至室温分液后回