
Page 157 - 《精细化工》2020年第3期
P. 157
第 3 期 关文学,等: 膜法组合工艺在电解锰产品中的影响因素分析 ·575·
1.3.3 中间隔室硫酸生成机理分析 为阳极液,每升阳极液中二氧化锰产量高于 40 g。
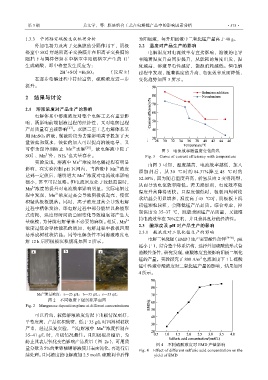
外加电场力及离子交换膜的分隔作用下,阴极 2.2 温度对产品生产的影响
2–
格室中 SO 4 穿越阴离子交换膜并在阳离子交换膜的 电解温度对电流效率有直接影响,溶液的电导
阻挡下与同样停留在中格室中阳极格室产生的 H + 率随着温度升高同步提升,从能耗的角度出发,温
生成硫酸,即中格室发生反应为: 度越高,溶液导电性越好,能源消耗越低。但电解
2–
2 H + +SO 4 =H 2 SO 4 (反应 8) 过程中发现,随着温度的升高,电流效率反而降低,
在逐步电解过程中持续富集,硫酸浓度进一步 变化趋势如图 3 所示。
提升。
2 结果与讨论
2.1 溶液浓度对产品生产的影响
电解体系中溶液浓度对整个电解工艺有重要影
响,既影响前端制液过程的经济性,又对电解过程
产品质量有直接影响 [27] 。双膜三室工艺电解体系采
用 MnSO 4 溶液,制液阶段为去除影响离子投加了大
量铵盐和氨水,铵盐的加入可以提高溶液电导,又
2+
可作为缓冲剂防止 Mn 水解 [28] ,故电解液中除了 图 3 电流效率随温度变化曲线
2–
2+
+
SO 4 、Mn 外,NH 4 也大量存在。 Fig. 3 Curve of current efficiency with temperature
2+
实验发现,溶液中 Mn 浓度对电解过程有明显 由图 3 可知,温度越高,电流效率越低,加入
2+
影响,在实验控制 pH 区间内,当溶液中 Mn 浓度 添加剂后,从 30 ℃时的 84.37%降至 45 ℃时的
2+
达到一定值后,继续增大 Mn 浓度对电流效率影响
52.08%,因为随着温度升高,析氢反应 2 变得剧烈,
很小,甚至可以忽略。但电流密度处于较低范围时, 从而导致电流效率降低。若无添加剂,电流效率随
2+
Mn 浓度的提升对电流效率影响明显。实际电解过 温度升高降得更快。且温度偏低时,极板四周树枝
2+
程中发现,Mn 浓度过高会导致阴极板起壳,使沉
状结晶会明显增多,温度高于45 ℃时,阴极板上沉
积锰从极板脱落。同时,离子浓度过高会导致电解 积锰颗粒较粗,会降低锰产品品质。综合考虑,控
过程中槽体发热,即电解过程中部分能量以热能形
制温度为 35~37 ℃,既能兼顾锰产品质量,又能维
式消耗,温度短时间的急剧变化导致槽底部产生大
量硫铵,为持续电解带来不必要的麻烦。相反,Mn 2+ 持电流效率在 70%左右,并且兼具良好的经济性。
2.3 酸浓度及 pH 对产品生产的影响
浓度过低会导致能耗的增加,电解过程中极板四周
2.3.1 酸浓度对二氧化锰生产的影响
易形成树枝状结晶。同等电解条件不同溶液浓度电 [29-30]
解 12 h 后阴极板沉积情况如图 2 所示。 电解二氧化锰(EMD)生产需要酸性条件 ,pH
远小于 1,结合整个体系结构,选择外加硫酸的形式营
造酸性条件,研究发现,硫酸浓度直接影响阳极二氧化
2
锰的产量。实验探究了 800 A/m 电流密度下 1 L 硫酸
锰中性液中酸浓度对二氧化锰产量的影响,结果如图
4 所示。
2+
Mn 质量浓度:a—25 g/L:b—35 g/L;c—55 g/L
图 2 不同浓度下锰沉积平面图
Fig. 2 Manganese deposition plane at different concentrations
可以看出,较低溶液浓度情况下出板情况更好,
平整度高,产品沉积致密,低于 35 g/L 时四周树枝状
2+
严重,经过反复实验,当电解液中 Mn 浓度控制在
35~41 g/L 时,出板情况最佳。且阴极板出槽后,为
防止其表层氧化变色影响产品质量(图 2c),可用质
图 4 不同硫酸浓度对 EMD 产量影响
量分数为5%的重铬酸钾溶液使其表面钝化,再进行后 Fig. 4 Effect of different sulfuric acid concentration on the
续处理。且同浓度的电解液加 2.5 mol/L 硫酸调节后作 yield of EMD