
Page 208 - 《精细化工》2022年第3期
P. 208
·630· 精细化工 FINE CHEMICALS 第 39 卷
化合物Ⅰ用量,反应速率明显加快,但在后处理过 2.2 响应面实验
程中发现,由于化合物Ⅰ在常规状态下为固体,简 2.2.1 响应面结果
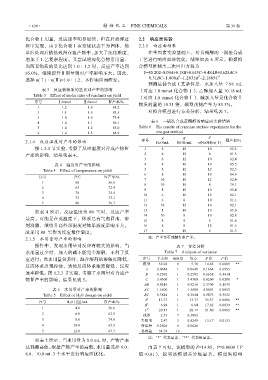
单后处理后依然残留在粗产物中,加大了纯化难度, 在单因素实验基础上,对黄酮醇的一锅法合成
增加了工艺复杂程度。又尝试增加化合物Ⅱ用量, 工艺进行响应面法优化,结果如表 6 所示。根据拟
当两者物质的量比达到 1.0∶1.2 时,反应产率达到 合模型推测出二次回归方程为
85.0%,继续提升Ⅱ用量则对产率影响不大。因此, Y=85.202–0.09A+0.18B+0.655C–0.48AB+0.625AC+
2
2
2
0.31BC–1.808A –1.2835B –2.1885C
选择 n(Ⅰ)∶n(Ⅱ)=1.0∶1.2,不作响应面研究。
预测最佳合成工艺条件是:水加入量 7.98 mL
表 3 反应物物质的量比对产率的影响 (对应 1.0 mmol 化合物Ⅰ)、乙醇加入量 10.18 mL
Table 3 Effect of molar ratio of reactants on yield
(对应 1.0 mmol 化合物Ⅰ)、碱加入量是化合物Ⅰ
序号 Ⅰ/mmol Ⅱ/mmol Ⅳ产率/% 物质的量的 10.31 倍,模型预测产率为 85.3%。
1 1.2 1.0 84.2
2 1.1 1.0 83.5 对拟合模型进行方差分析,结果见表 7。
3 1.0 1.0 75.4
4 1.0 1.1 84.1 表 6 一锅法合成黄酮醇的响应面实验结果
5 1.0 1.2 85.0 Table 6 The results of response surface experiment for the
6 1.0 1.3 84.9 one-pot method
A B C
2.1.4 反应温度对产率的影响 序号 H 2O/mL EtOH/mL n(NaOH)/n(Ⅰ) Ⅲ产率/%
按 1.2.3 节实验,考察了反应温度对合成产物Ⅳ 1 8 10 10 85.2
产率的影响,结果见表 4。 2 8 12 8 81.3
3 6 12 10 82.4
表 4 温度对产率的影响 4 8 10 10 85.5
Table 4 Effect of temperature on yield 5 8 12 12 82.5
6 8 10 10 84.9
序号 T/℃ Ⅳ产率/%
7 10 10 12 82.4
1 60 56.8 8 10 10 8 79.1
2 65 72.4 9 8 10 10 85.4
3 70 75.4
10 6 10 12 82.1
4 75 75.3 11 6 8 10 81.1
5 80 76.7
12 10 12 10 82.1
如表 4 所示,反应温度为 80 ℃时,反应产率 13 8 10 10 85.0
14 10 8 10 82.8
最高。可能是在此温度下,体系已有气泡冒出,溶 15 8 8 8 81.6
剂沸腾,继续升高外部温度对体系温度影响不大。 16 8 8 12 81.5
故采用 80 ℃作为反应最佳温度。 17 6 10 8 81.3
2.1.5 水用量对产率的影响 注:产率为石油醚打浆产率。
操作中,发现水用量对反应有较大的影响,当 表 7 方差分析
水用量过少时,加入的碱不能完全溶解,不利于反 Table 7 Analysis of variance
应进行;当水用量较多时,混合溶剂的溶解度降低, 序号 平方和 自由度 均方 F 值 P 值
模型 52.02 9 5.78 14.85 0.0009 **
反应体系出现浑浊,致使反应体系浓度降低,反应
A 0.0648 1 0.0648 0.1664 0.6955
速率降低。按 1.2.3 节实验,考察了水用量对合成产 B 0.2592 1 0.2592 0.6658 0.4414
物Ⅳ产率的影响,结果见表 5。 C 3.4300 1 3.4300 8.8200 0.0208 *
AB 0.9216 1 0.9216 2.3700 0.1678
表 5 水用量对产率的影响 AC 1.5600 1 1.5600 4.0001 0.0852
Table 5 Effect of H 2 O dosage on yield BC 0.3844 1 0.3844 0.9873 0.3535
A 2 13.77 1 13.77 35.37 0.0006 **
序号 H 2O 用量/mL Ⅳ产率/%
B 2 6.94 1 6.94 17.82 0.0039 **
1 4.0 36.6 C 2 20.17 1 20.17 51.80 0.0002 **
2 6.0 62.5 残差 2.73 7 0.3893
3 8.0 74.8 失拟项 2.47 3 0.8249 13.17 0.0153
4 10.0 65.5 净误差 0.2505 4 0.0626
5 12.0 63.7 总离差 54.74 16
注:“*”代表显著;“**”代表极显著。
如表 5 所示,当水用量为 8.0 mL 时,产物产率
达到最高值。根据产物产率的高低,水用量选择 6.0、 由表 7 可见,该模型的 F=14.85,P=0.0009(P
8.0、10.0 mL 3 个水平进行响应面优化。 值˂0.01),说明该模型差异极显著。模型失拟项